Introduction: the galvanic process
Introduction: the galvanic process
Galvanic process refers to the depositing of a metal or metal alloy by using electrolysis during which the electrical energy developed inside the system is converted into chemical energy thus leading to a series of oxide-reduction reactions. The result of this phenomenon foresees that the electrical
current passing through an electrolytic system reduces the metal ions dissolved in the electrolytic solution to form a metal plating on an electrode. With this technique, in fact, the properties of an object’s surface can be modified and the system is therefore used in industry to protect structures
and metal objects from the effects of corrosion. The decorative purposes are no less important: in the jewellery and fashion sector, jewellery and fashion accessories are usually made by depositing layers of various thicknesses of the most noble metals onto less precious metal bases.
The simplest system for carrying out a galvanic process foresees (Figure 1):

Figure 1 : Diagram of an electrolytic system.
Constant voltage generator:
This is the actual plating bath engine in that it supplies the energy and current required for the oxide-reduction processes. To be more precise, the constant voltage generator uses a circuit rectifier which transforms the alternating current into direct current with alternating current residues of less
than 5%.
Cathode:
The negative electrode in the reduction process. It consists of the item to be galvanized and on which the dissolved metals in the electrolytic solution will be deposited. In fact, these are reduced at the interface between the electrode and the solution. The potential that leads to reducing the metal
around the cathode is called deposition potential. If the current distribution around the cathode is known, one can also have an idea of the thickness of the metal deposited on every part of the item being galvanized.
Anode
: The positive electrode in the oxidization process. The anodes can be active (or soluble) or inert (or insoluble). In the first case, the oxidization process foresees dissolving the metal that the electrode is made of which, from a state of nil oxidation, will transform into a dissolved ionic species
in the solution. In the case of inert anodes, these do not take part in the anodic reaction but play more of a supporting role in oxidation ensuring the electronic exchange at their surface and, therefore, the closure of the circuit.
Plating bath
: The electrolytic solution in which the metal salts to be deposited on the cathode are dissolved. It is the means that allows the current to be passed through the ions inside the solution. The electrolytic system will therefore consist of a solvent (water in the vast majority of cases) which has the
capacity to ionize the dissolved species within it. To be more precise, the solution contains the metal salts to be deposited and the conductive salts, i.e. easily ionizable species that are able to transmit current in the solution through ionic conduction. The current therefore passes through
the electrolytic system by means of the dissolved ionic species inside and allows the dissolved metals to be reduced onto the cathode. Usually the plating bath also contains other inorganic or organic additives that help to obtain more compact, smooth or shiny plating, thus influencing the plating
structure. Examples of these are surfactants that are able to lessen the surface tension between the solution and cathode in order to avoid gas permanency at the cathode-solution interface which could create plating defects. Others, however, are brighteners, or rather, substances able to produce
very fine grain electro-deposits and therefore give a shiny look.
Characteristic parameters of a galvanic process
Every type of plating bath will express the maximum potential of its performance if a series of parameters are respected. These depend on the type of metal or alloy being deposited and by the chemistry that the electrolytic system consists of. These characteristics are outlined below:
Potential difference:
This is the parameter through which the energy needed for the electro-plating process is supplied. Each metal ion has its own specific potential difference value as a result of which its reduction and consequent deposition on the cathode will occur. As a general rule, metals with a more negative value
than the standard reduction potential (Table 1) are also those that are more easily electro-plated. These potentials, however, are equilibrium values while galvanic processes are intrinsically dynamic processes, besides the fact that temperature and concentration parameters are often different
to the standard. The potential at which plating occurs is called the
deposition potential. This potential varies with the concentration of the metal in the bath and also depends on the current density. In fact, when current density increases, the polarization effects on the electrodes also increase and, as a consequence, conditions are more favourable for
depositing lower potential value metals than reduction standard. For this reason, metal deposition occurs within a more or less wide range of tension values.

Table 1: Standard reduction potentials for the most common chemical species.
Current density:
This parameter is much more important than tension in the galvanic process. Since the galvanic process is dynamic, the current generated by the potential difference is the parameter that is more greatly connected to the formation and growth of the metal deposit. The real parameter that determines the
quantity of electro-plating that forms on the cathode is the load quantity that flows during the electrolytic process. A more suitable parameter to check and which provides better load quantity management to ensure that it comes over the object being plated is certainly current density, or rather,
the load quantity that flows through a surface unit in a time unit measured in A/dm
2. The parts of items being treated that receive more current than the others are called
areas of high current density. In general, these are the pointed parts, those more exposed to the anodes, the initial or end parts of the item immersed in the plating bath. On the other hand,
areas of low current density are the exact opposite, that is, the central areas of the items and the most hidden parts. It is not always possible to work by controlling the current density because it is sometimes hard to determine the cathode surface, as in the case of barrel plating processes.
In these cases, the work is done by exclusively controlling the tension.
Temperature
: Although to a lesser extent, this parameter also contributes to supplying the necessary energy for carrying out the electro-plating process. It is a parameter linked to electrolytic process kinetics and determines effectiveness and speed. Together with conductive salts, the temperature helps to regulate
conductivity as well as plating bath penetration power. For these reasons, it must be accurately measured and maintained within a specific range of typical values for each plating bath.
Processing time
: This corresponds to the time needed to deposit the metal or alloy and to obtain a good quality plate of the required thickness. Obviously, the greater the processing time, the greater amount of metal will be deposited. An ideal processing time for each plating process is defined from a compromise between
the quality of the plate and the quantity of metal to be deposited.
Cathode efficiency
: Expressed in milligrams of deposit by Ampere-minute (mg/Amin), cathode efficiency indicates the quantity of metal or alloy deposited in one minute, working with a current of one ampere. It leads to understanding the effective possibility of depositing a metal by defining an estimate of how much current
is effectively responsible for forming the plate. In fact, in many cases, part of the current is consumed in accessory processes, like, for example, the development of hydrogen. The cathode efficiency of a plating bath depends on many factors and varies according to temperature, tension, metal
and additive concentration in the solution.
It is important to underline that the values of the typical parameters of a plating bath are not strict but it is generally possible to define a more or less wide range of good operability for each of the above-described parameters.
How to obtain good galvanic plating
Before going into the details of how to obtain good galvanic plating, it would be appropriate to define what exactly good quality plating is. Obviously, the quality of galvanic plating depends on the particular application for which the plating is required. In some cases, for example, it may be enough
for the metal to cover the objects being processed and therefore that the plating merely adheres well to the substratum. In the case of plating for decorative jewellery, the absence of porosity, which gives the plating its polished and shiny look, must also be added to the previously described
conditions as well as the need for good resistance to corrosion. In other cases, the thickness and hardness of the plating will also need to be evaluated.
To obtain good quality galvanic plating, it is undoubtedly necessary to have the right equipment as well as quality products but even so, this may not be sufficient. In most cases, imperfect plating results either from not respecting the parameter characteristics correctly for the specific plating bath
or from not preparing the items properly before performing the galvanic plating process.
2.1. Respecting the characteristic galvanic process parameters
In regard to the first aspect, it is important to keep within the optimal work
range
of each individual typical plating bath parameter in order to obtain a good quality plate. It is not certain that whether not respecting any one of these values will definitely result in a problem with the plate, but the galvanic solution will certainly have gone beyond its region of maximum
performance and this could lead to coming up against one or more plating defects or, in the worst situation, could even definitively compromise the plating and force the user to stop completely.
The most common precautions for obtaining a good quality galvanic plate are shown below, parameter by parameter:
Potential difference
: This, together with current density, is definitely the parameter to which more attention should be paid. Tension is easy to measure and often provides information regarding changes in the galvanic process, such as a reduction in conductive salt content or polarization effects at the anode. A tension
range within which a good quality plate can be obtained is usually defined for each process.
Current density:
In order to be certain of not incurring problems, the parameter on which to place total trust when checking the right energy needed to correctly form the deposit is current density. Working with current density values within the pre-established range certainly guarantees supplying the correct load to
the cathode and therefore of forming a plate with the right chemical-physical characteristics, like, for example, the right proportion of alloy, the right colour and the right grain finishing. The ideal current density range can be qualitatively and quantitatively evaluated by a Hull cell test
or bent-cathode test (Figure 2). If current distribution around the cathode is known, a good estimation can be made of how the metal will coat the entire object: the parts where the thickness will be greater or less. As shown in Figure 3, the galvanic plate will tend to form and grow mainly at
the corners and edges because these are the zones where the current is most greatly concentrated (high current density areas) and will collect less in hidden areas or, in general, in places furthest from the anode because it tends to concentrate less in these areas (low current density areas).

Figure 2 : Example of a Hull test (left) and a bent cathode (right).

Figure 3 : Diagram of the way in which a galvanic plate tends to grow. In the high current density areas (L), the deposit is greater compared to the low current density areas (D).
If the metal distribution obtained is not the one required, some precautions can be taken to improve it:
Modify the way in which the items are linked to the frames
: knowing that most of the current will accumulate in the corners of the items being plated and knowing that the current always tends to follow the shortest route between two conductors, in order to reduce the load accumulation at the corners of the objects, it is a good idea to place them as far away
from the anodes as possible. For this reason, if working in beakers, the recommendation is to place the objects parallel to the anode instead of perpendicular (Figure 4).

Figure 4 : To optimize galvanic plate homogeneity, it is a good idea to place the objects to be plated directly in front of the anode.
Modify the anode-cathode distance:
the anode should be shaped so that the anode-cathode distance is as similar as possible for all surface points and slightly further away from borders thus favouring current passage towards lower current density areas.
Take advantage of shielding effects:
when working with several objects at the same time, the pieces can be linked so that the corners shield one another thus creating effective obstacles against load accumulation in these areas (Figure 5).

Figure 5 : Diagram of the possible effect of reciprocal shielding of the items to be plated positioned parallel to the anode.
Temperature
: Each plating bath has its own precise working temperature. It is strictly correlated to solution conductivity: the higher the temperature, the greater the solution conductivity and the bath’s penetration power can therefore also be greater, i.e. the capacity to homogenously deposit metal even in areas
of very low current density. Any conductivity diversity is a critical aspect when several metals are being co-deposited to form an alloy: a change in temperature introduces a variation in the percentage of metals in plating alloys. In some case, as in rhodium plating, it is possible to work at
lower temperatures to those recommended but plating performances are notably reduced. Besides lower efficiency, in fact, also the colour of the plating tends to be less bright because the brighteners activate at the suggested processing temperatures. On the other hand, working with excessive
temperatures could damage the system’s chemical components or excessively increase the efficiency of the process and lead to poor quality plating. In short, temperature is a parameter that should absolutely not be ignored and, consequently, effectively controlling it through thermostats and thermocouples
is required to avoid excessive temperature fluctuations.
Processing time:
There is a minimum processing time for each type of galvanic plating below which, the metal deposit will not be uniform. This time depends on the cathode efficiency of the solution: the higher it is, the less the minimum time for obtaining uniform plating will be. As is quite obvious, the longer the
processing time, the greater the plating thickness. It is, however useful to remember that not all galvanic baths have the capacity to produce extremely thick layers of plating. For this reason, especially in the case of baths devised to create thicknesses of less than 0.5 microns, a maximum
deposition time is defined beyond which the plating could be of poor quality. In the case of thick plating, the time needed to deposit one micron of plating is usually indicated and, also in this case, a maximum deposition time corresponding to the maximum plating thickness that the galvanic
bath guarantees for good quality plating, can be defined.
Cathode efficiency
: As already mentioned, this is not a real parameter to be set but rather an intrinsic characteristic of the solution that depends on other parameters. Nevertheless, it is an aspect that should not be ignored when aiming at obtaining a good galvanic plate since it provides an idea of the metal thicknesses
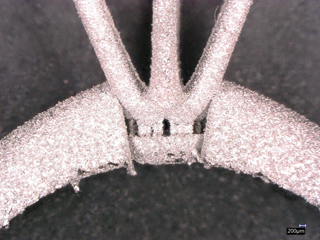
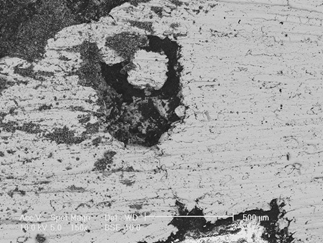
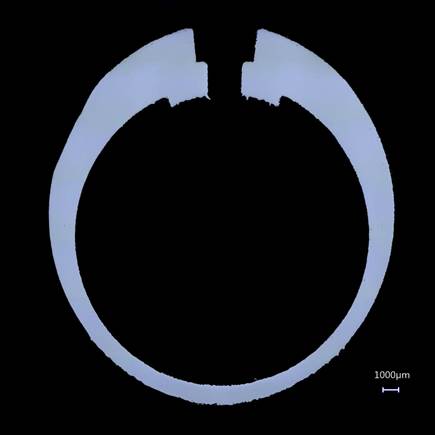
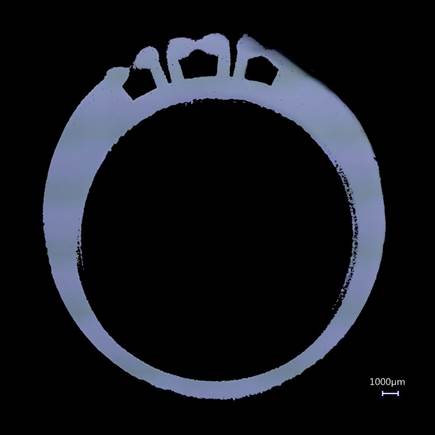
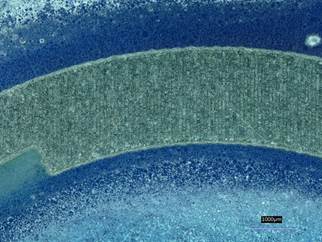
that the electrolytic solution is able to guarantee with good quality. A low efficiency value, in fact, indicates that the plating bath is suitable for a colour additive, a flash, and consequently, will not easily perform well for carrying out thicknesses of one micron (Figure 6).

Figure 6 : SEM image of the section of a sample that has various plating layers whose thicknesses have been measured.
Generally, thickness plating baths have medium-high cathode efficiency (greater than 15 mg/Amin), a higher concentration of metal (never less than 3 g/l) and also high density values. Without these three elements, it will be difficult to obtain good quality thick deposits.
2.2. Respecting the chemistry of the solution
In some cases, metal distribution can be improved by acting on the solution chemistry, for example, by using additives to modify the efficiency or conductivity.
A plating bath should always be kept within the values of reference regarding the concentration of its various components. The reasons for modifying the composition of a solution may be:
–
Decomposition of the chemical substances
– Drag-in and drag-out phenomena
It is quite rare that a solution will not need additives. Since they are necessary, the advice is to use them often and in small quantities so that the chemical substances never go outside the processing range. Adding them in large quantities is often not recommended due to undesirable accessory sub-reactions
that can occur or due to excess impurities that can contextually be included in the chemical species added to the bath.
The pollution aspect linked to the metal or organic type is also not a secondary aspect. The former is generally due to cross-contaminations between solutions or to anode and cathode crumbling or the breakdown of any other metal objects that may come into contact with the galvanic solution, or, lastly,
to improperly demineralized water. Organic contamination can also be due to cross-contamination with degreasing and neutralizations or simply to dirt that can accidentally appear in the galvanic solution or, lastly, to degraded additive residues that no longer work or contaminated water. The
risk, in fact, is that contaminations of this kind can be included in the galvanic plate, thus decreasing its quality. To avoid these inconveniences, the solution can be periodically filtered or treated with carbon active purifiers (b) or purification processes that take advantage of the electro-deposition
on large-sized sacrificial cathodes at low current densities (dummy plating). In the case of high-volume electrolytic solutions, it is always recommended to work with a constant filtering system while for small usage, filtering can be done with paper (Figure 7) and, obviously, one extremely useful
precaution is to cover the solution or tank when it is not in use for long periods of time.

Figure 7 : Examples of a paper filter used to filter ferrous precipitate (left) and filter cartridges used in plating system filtration (right).
2.3. Respecting preparation steps
The quality of the plate also depends on the condition of the item being plated and the preparatory phase. The objects to be treated must be polished in order to eliminate porosity and any other surface imperfection prior to galvanic deposition. It is therefore necessary that the objects to be plated
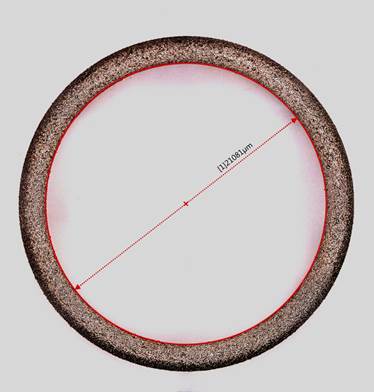
are of good quality and accurately prepared before carrying out the treatment (Figure 8). The preparatory phase is a highly underestimated aspect but, by following some simple basic rules, most plating problems can be resolved by proper preparation.

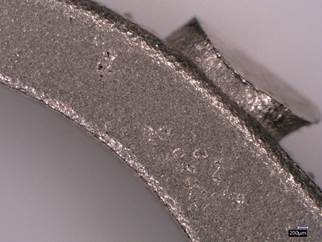
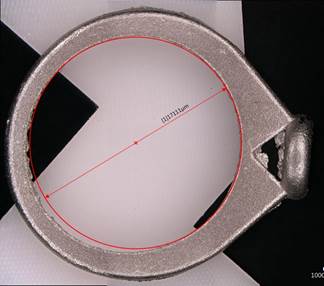
Figure 8 : Comparison between unpolished (left) and polished (right) brass rings.
When preparing the pieces to be plated, their surfaces must be thoroughly cleaned and free of any contaminants and their activation in order to optimize metal adhesion in the subsequent electro-plating phase. In theory, the steps to follow depend on the surfaces and the type of initial alloy on which
the metals are to be deposited. Keeping within the field of jewellery and fashion, the following steps for preparing the objects can be taken as standard (Figure 9):

Figure 9 : Diagram of the preliminary cleaning and surface activation steps for items to be plated.
– Ultrasonic cleaning
– Electrolytic degreasing
– Neutralization
The items are washed and rinsed after each of the previous phases. In fact, when the object is removed from a bath, its surface is coated with a liquid film of the solution in which it was previously immersed. This residue must therefore be removed in order to avoid cross-contamination.
– Ultrasonic cleaning
:
Ultrasonic cleaning eliminates any polishing procedure grease, oil and cleaning paste residue from the items to be plated. The functional principle is the cavitation generated by ultrasound: the vibration of the piezoelectric elements in the ultrasonic washing machine produces high frequency waves that,
in turn, generate bubbles in the solution that strike the surface of the objects at high energy, thus removing any contaminants that may be present. Normally the solution containing the detergent for ultrasound works at a specific temperature that favours dissolving the cleaning paste in strict
collaboration with the cleaning action carried out by the relative detergents and with a mechanical rather than an ultrasonic action. Consequently, in order for the ultrasonic cleaning procedure to be effective, the solution must contain the appropriate detergents and work at a specific temperature,
otherwise the degreasing action will not be sufficiently effective (Figure 10).

Figure 10 : Characteristic phases of the typical cavitation process in an ultrasonic washing machine.
–
Electrolytic degreasing: This second preparatory phase requires using electrical current. Besides re-cleaning the items after their first ultrasonic cleaning, this process consists of a chemical activation of the surfaces to be electro-plated. After the electrolysis process, hydrogen
bubbles can develop on the pieces thus ensuring cleaning and the activation of the metal surfaces in order to optimize and maximize subsequent electro-deposition. This phase is essential for avoiding deposit adherence problems. The degreasing solution is usually alkaline and consists of a series
of chemical substances that attack dirt molecules, capturing them on the surface and thus stopping them from being re-deposited, and remove any oils and grease that ultrasonic cleaning has not removed adequately.
–
Neutralization: Neutralization is a simple chemical process that neutralizes all substances, usually from electrolytic degreasing, that pollute and are incompatible with subsequent plating processes. These residues are cleaning agents left on the surfaces of the items. The solution must be
chemically opposed to that of degreasing. Since degreasing is almost always alkaline, neutralization will require a more acid solution. With neutralization, the objects being treated are perfectly clean and the surface is neutral and ready for electro-plating.
A simple and effective way of checking that the preparation procedure has been carried out correctly consists of seeing if the object’s surface is water-break free. Indeed, if the object has been well activated, water will flow over its surface homogenously, forming a uniform liquid film. This provides
the assurance that the surface is sufficiently free of contaminants which might otherwise provoke plating differences on the surface. If the surface is not adequately clean, drips or areas where the uniformity of the liquid film is broken will appear (Figure 11).

Figure 11 : Comparison between an improperly prepared surface (left) and a correctly prepared surface (right) using the water free break check. The presence of drops in the picture on the left and the regular liquid film on the right well show that the first surface was improperly prepared compared to
the one on the right.
Working almost exclusively with water-based solutions, it is clear that, in order to obtain a good quality galvanic plating, the right water must be used. The quality of the water used in plating strongly affects the final result of the plating process. For these reasons, the water must be free of any
organic contamination and have a low saline content (less than 5 microsiemens). Industrial plating systems are usually equipped with columns with active carbon and ion exchange resin. For galvanic solutions, therefore, the best choice is to use deionized water.
Causes of galvanic plating defects
When plating is not of good quality, it is said to have defects. There are a vast range of imperfections that can appear on the surface of the object on which galvanic deposition has been carried out and which spoil the aesthetic aspect and affect the chemical-physical properties.
3.1. Types of galvanic plating defects
In an attempt to outline the defects, the following can be defined:
focal defects, or rather, non-extensive defects positioned in a more or less regular manner on the plate surface;
surface defects, that is, defects that homogeneously involve all the object’s surface or large continuous areas of it; and
adhesion and cohesion defects relating to the capacity of the galvanic deposit to adhere to the underlying metal and to stay intact, overcoming the forces of tension that necessarily arise during the nucleation and growth processes of a plating layer on a surface.
The most common focal defects are (Figure 12):

Figure 12 : Examples of different types of focal defect. Top from left: dark spots on the plate (circled in red), white spots on the plate (circled in red), dark post-oxidation spots (circled in red). Bottom from left: cloudiness, bubbles (circled in yellow) and pitting (circled in red).
Dark spots on the plate (burning spots):
these are irregular spots on the plate surface. They can be in the centre of the deposit but are more often found on the object’s extremities, in high current density areas. They are usually generated by over-high tension or by conductivity problems, such as the use of a damaged anode or a contaminated
solution.
White spots on the plate (stains):
these spots appear very close together and are not necessarily small. They are usually due to an incorrect preparation procedure or to conductivity problems in the bath due to the solution being contaminated or old, or also to the use of unsuitable tools, such as malfunctioning anodes.
Pitting:
This refers to micro-porosity or generally tiny round concave holes found irregularly on the plate. This defect is often due to an improper preparation procedure or to pre-existing imperfections on the surface of the items to be plated that were not eliminated in the polishing or tumbling phases. In
both cases, oxidative phenomena generated on the surface cause the defect.
Bubbles and blisters:
These are authentic, round accretion bubbles on the plate surface. They usually tend to form in high current density areas but can also be found in other parts involved in the galvanic plating process. In this case too, the reasons that lead to their formation are ascribable to an incorrect execution
of the galvanic process or the age of the plating solution.
Streaking:
Streaks can appear either as concentric rings that go from the high current density areas to the low current density parts or as streaks generating from the object’s edges. They mark the onset of burning phenomena due to excessive tension conditions or to a low metal content in the solution or the solution
generally being too old.
Haziness/cloudiness:
These are random plated surface areas where the plate is translucent and cloudy as if covered by a whitish veil. They are usually due to incorrect processing parameters such as the absence of solution movement, too low temperature and/or current density or improper object preparation or the use of inefficient
instruments or, lastly, organic contamination in the solution.
Dark post-oxidation spots:
This refers to the appearance of spots immediately after having carried out the deposition or in the phases immediately after drying. The occurrence of similar oxidative phenomena is usually due to poor adherence or distribution of the plate on the surface after improper preparation or because of the
original surface being excessively rough.
There now follows a list of the most common defects found on surfaces (Figure 13):

Figure 13 : Examples of various types of defect that affect large areas. From left: burning, dull deposit, discoloration.
Burning:
This occurs when the entire deposit or portions of it have a large grain finishing with a dull and not so shiny look, a coarse, rough and often poorly adhesive plate. This defect is usually due to the tension or current density being too high or when there are conductivity problems due to the absence
of additives in the solution, or to a low concentration of metal to be deposited. An incorrect procedure, such as not stirring the solution, can lead to this type of defect.
Dull deposit:
This deposit is not polished or shiny in large and well-defined areas of the object. In fact, when looking at the deposit in the high current density areas, the defect is usually due to similar causes as those that lead to burning, while, when the low current density areas are examined, the problem is
an improper preparation of the items to be plated or incorrect temperatures. A contaminated solution can also be the cause of a dull deposit.
Discoloration:
In some cases, areas of the same object can have different colours or the entire deposit can be lighter or darker than the required shade, especially in the case of alloy plating. This defect is usually due to using the wrong temperature and current density or tension, or to a low concentration of metals
in the solution. Deposit iridescence is also included in this type of defect, an aspect that is due to lower thicknesses than the recommended parameters or to conductivity problems linked to malfunctioning anodes or to electrolytic solutions with a low conductive salt content.
Low levelling:
This is characteristic of thick deposits if the deposit is not homogeneously distributed and discontinuities can be identified similar to a series of overlying planes or similar to uncoated porosities. This defect is usually caused by an inadequate concentration of additives in the solution or to their
age or, lastly, to the fact that the galvanic plating processing parameters have not been respected.
Low throwing power:
Penetration power refers to the electrolytic solution’s ability to deposit the metal correctly in the low current density areas with the most homogeneous thickness possible. If this does not occur, there will be discoloration or no deposit in these specific areas of the object being plated. This usually
happens when the processing parameters are not respected or when the solution needs conductive salts (Figure 14).

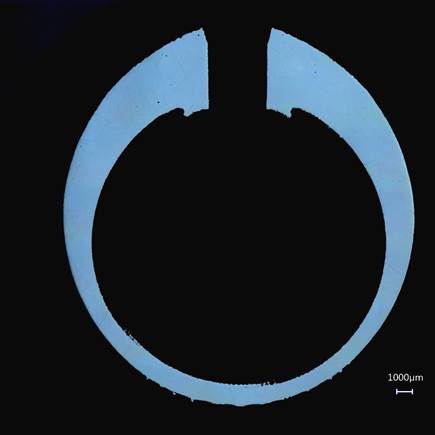
Figure 14 : Example of a chain plated with ruthenium at low temperature and tension compared to the reference values. The penetration problems are clear since some areas of the chain have no plating and others are irregular.
Lastly, defects which cause the electro-plated layer to come away from the substratum need to be taken into consideration. Adhesion defects are those that occur immediately after galvanic deposition or even at the same time as the galvanic process itself. Usually there are two ways in which the deposit
can detach: (Figure 15)
–
Peeling:
when the deposit flakes, depending on the foil
–
Blistering:
when the deposit crumbles altogether to form a fine powder, otherwise known as floury.

Figure 15 : Examples of adhesion defects. At top left, ruthenium-plate blistering, at bottom right, nickel-plate peeling.
Lack of adhesion is often due the objects being improperly prepared or to the absence of pre-strata underneath the final one, or the deposition parameters (specifically, temperature and tension) not being respected. However, when deposit loss occurs at a later moment, often following the application
of variable degrees of stress on the plated object, the defects are referred to as
cohesion defects
. At the time of their electro-plating, the metals are subject to tension forces which can be so intense as to spoil the deposit in two ways (Figure 16):
–
Cracks
–
Flaking

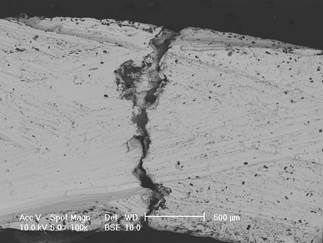
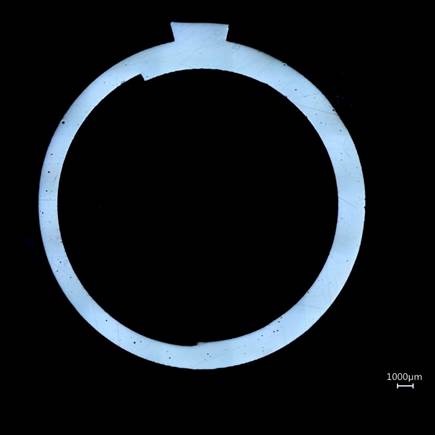
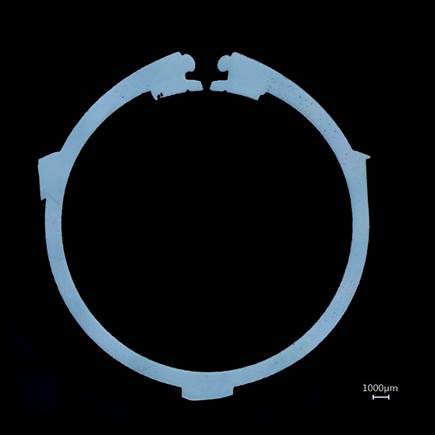
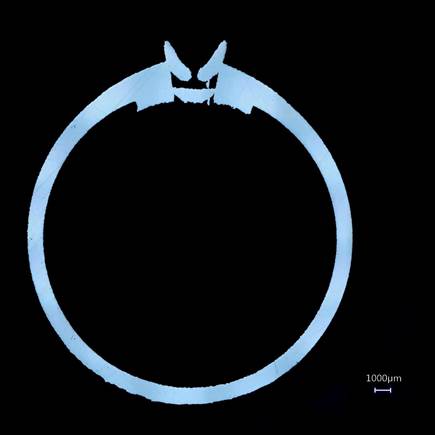
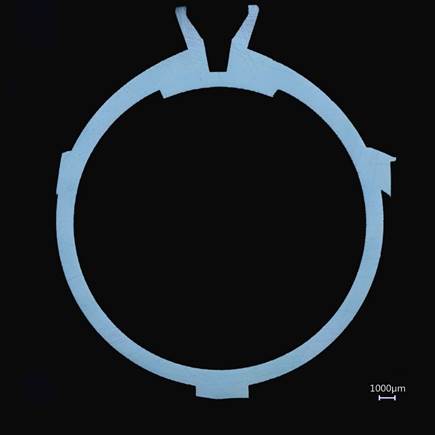
Figure 16 : Examples of cohesion defects in nickel-plating. Top, cracks in the plating after sample bending; bottom, plate flaking after sample bending.
In some cases, cohesion problems not caused by internal stress between the metal contacts can occur. In these cases, the deposit becomes fragile due to hydrogen development
(hydrogen embrittlement), a common sub-product in galvanic processes. To avoid this, lower tensions can be adopted or appropriate solution agents that limit hydrogen development can be used.
3.2. Most common causes of defect
There are many reasons why a plate can have defects and, as described above, a defect can often be due to more than one thing. Vice versa, the cause of a defect can appear in more than one type of defect. Making a detailed list of all the possible defects and their causes without contextualizing them
to one specific galvanic process can be extremely complicated and incomplete. Nevertheless, generally speaking, it is possible to group defect causes into three categories:
Defects due to not respecting the parameters:
This category includes defects due to not having respected the characteristic parameters recommended on the technical form for the specific electrolytic system and defects due to using inadequate instruments, such as damaged anodes or different anodes to the recommended type, partially oxidized cables,
inadequate electrical equipment, etc…
Defects due to improper preparation:
This category groups defects that arise due to the absence or incorrect execution of one or more preparatory steps prior to electro-plating.
Defects due to using inadequate products:
This group refers to solutions formulated with low quality chemical substances or plating baths where not all the values are within the functional parameters (pH, density, metal qualities, etc…).
Except for rare and exceptional cases, statistically, almost all defects originate either due to not having correctly respected all the characteristic galvanic plating parameters or because the objects to be plated were not prepared by faithfully following the procedure.
3.2.1 Defects due to not respecting the characteristic galvanic process parameters
The defects due to not respecting the parameters of a specific galvanic solution are among the most immediate and most easy to resolve defects. In fact, all that needs to be done is to correct the parameter in order to return to obtaining a good quality plate. Therefore, going back over the typical parameters
of a solution, the most probable causes of the defect can be found:
Incorrect potential difference:
Usually, working with tension values that are too high or too low compared to recommendations leads to adhesion problems in the electro-formed plating. To be more precise, working at a potential that is too low leads to the possibility of an inhomogeneous distribution of the metal deposit and, in the
case of alloys, compromises its percentage composition with changes in colour and in chemical-physical properties. Working at a potential that is too high, on the other hand, besides possible deposit colour variation, can also lead to burning or dark spots on the plate (Figure 17).

Figure 17 : Pink gold plating carried out at different potential differences. Working with tensions below the range (right), the alloy becomes richer in gold content and the plating takes on a more yellow look than the correct alloy deposited by working with the right tension value (left).
Incorrect current density:
Substantially the same defects can occur when tension values are incorrect since the two parameters are correlated. That is to say, burning, poor deposit adhesion, spots on the plate or a different colour to that foreseen in the case of alloy plating.
Incorrect temperature:
It is important to work at the right temperature since excessive temperatures generally cause the deposit to burn, either due to the excessive amount of current at the cathode or because the heat tends to destroy the solution additives which, consequently, will no longer perform their levelling and brightening
actions on the deposit. On the other hand, if the temperature is too low, the deposit will not be uniform or, in the most extreme cases, may even be lacking. Working at incorrect temperatures produces different conductivity conditions that can generate significant effects when metal alloys are
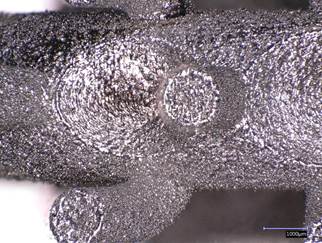
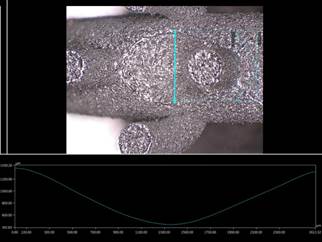
being deposited, such as discoloration or a different composition of the alloy with the consequent variation in the chemical-physical properties or plating costs (Figure 18).

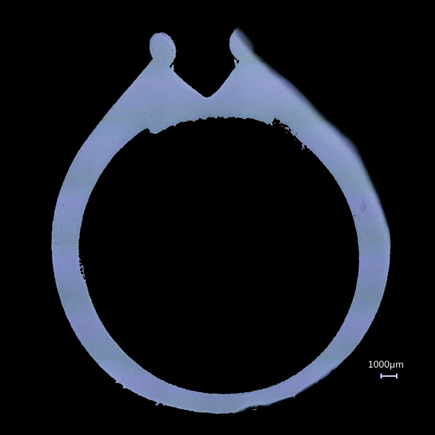
Figure 18 : Example of a sample plated with ruthenium at a lower temperature than the work range. The central area (low current density) has no deposition at all, the peripheral areas (high current density) have irregular plating.
Incorrect deposition time:
Increasing deposition time certainly gives greater thicknesses but exceeding the times can cause dull deposits, dark spots or deposit cohesion problems. Too short a time can generate adhesion defects or cloudiness or the colour of the plate can be irregular or not the right shade in the case of alloy
plating.
Incorrect cathode efficiency:
This is not a processing parameter but, as mentioned earlier, it depends on previous parameters and influences the quality of the plate. It may be lower compared to predictions due to a low metal or conductive salt concentration in the solution or because of too many additives. In these cases, problems
of adhesion and cloudiness may occur or the deposit may be thinner than expected. If cathode efficiency is too high, it may lead to burning.
3.2.2. Defects due to improper preparation
Improperly preparing the surfaces to be plated or using inadequate instruments are the most common causes of defects and, at the same time, are those that are the most neglected. Often, thinking that the preparation procedure is unimportant, the operator tries to improve the quality of the deposit by
acting on the deposition parameters or, to a worse degree, by intervening on the chemistry of the galvanic solution and therefore running the risk of definitively compromising the entire process.
Below is a list of the most common defects associated to an improper preparation of the items to be plated:
Polishing:
If the object to be treated is excessively porous, the galvanic plating will certainly not be able to eliminate the porosity, the plate will not be homogeneous and will probably have adhesion problems as well as dark spots or pitting. The deposit will simply follow the surface morphology and, in the
case of extremely bright deposits, this inhomogeneity will be even more evident (Figure 19).

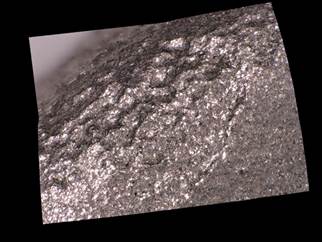
Figure 19 : Comparison between a rhodium-plated sample that was not polished prior to plating and one that was.
Ultrasonic cleaning:
This cleaning removes polishing pastes and organic contamination. If not carried out, any residue on the surface can cause white or dark spots, adhesion problems or pitting.
Degreasing:
This is definitely the most important step in activating the surfaces to be electro-plated. If not correctly carried out, it can lead to irregular plating or adhesion problems and the majority of focal defects such as white spots, cloudiness, dark post-oxidation spots, pitting and bubbles (Figure 20).

Figure 20 : Examples of defects found on rhodium-plated samples previously degreased with expired degreaser.
Neutralization and washing:
Statistically these are the phases that are more often neglected during surface preparation. Not correctly carrying them out usually leads to white or dark spots, pitting, bubbles and also the possibility of contaminating the galvanic solution which can consequently lead to further defects generated
by contaminants.
3.2.3. Defects due to using inadequate products
These are the least probable causes of defects especially if extremely common plating baths are used like, for example, those for gold and rhodium plating. Nevertheless, when using the solution, organic or inorganic contaminations can be introduced which, in turn, can lead to defects such as white or
dark spots, cloudiness, bubbles or adhesion problems.
In the case of high-volume galvanic baths, the use of the bath and drag-out factors consume the electrolytic solution components, which then have to be reset. Not doing so will lead to a series of defects such as burning or cloudiness. Solution component consumption can also provoke a change in solution
pH, which can cause defects such as burning, cloudiness, spots, adhesion problems or, lastly, can also determine the onset of metal deterioration factors.
Resetting the galvanic bath components must be carried out by carefully following the technical instructions in order to prevent adding too much, which could generate further defects.
If there is an excess of organic additives, for example, the content can be reduced by active carbon treatments (g). This procedure is also useful for removing organic pollution. If the solution has been contaminated inorganically, selective precipitation methods can be used or dummy plating can be carried
out which will electro-deposit these inorganic contaminants, thus reducing their concentration in the electrolytic system.