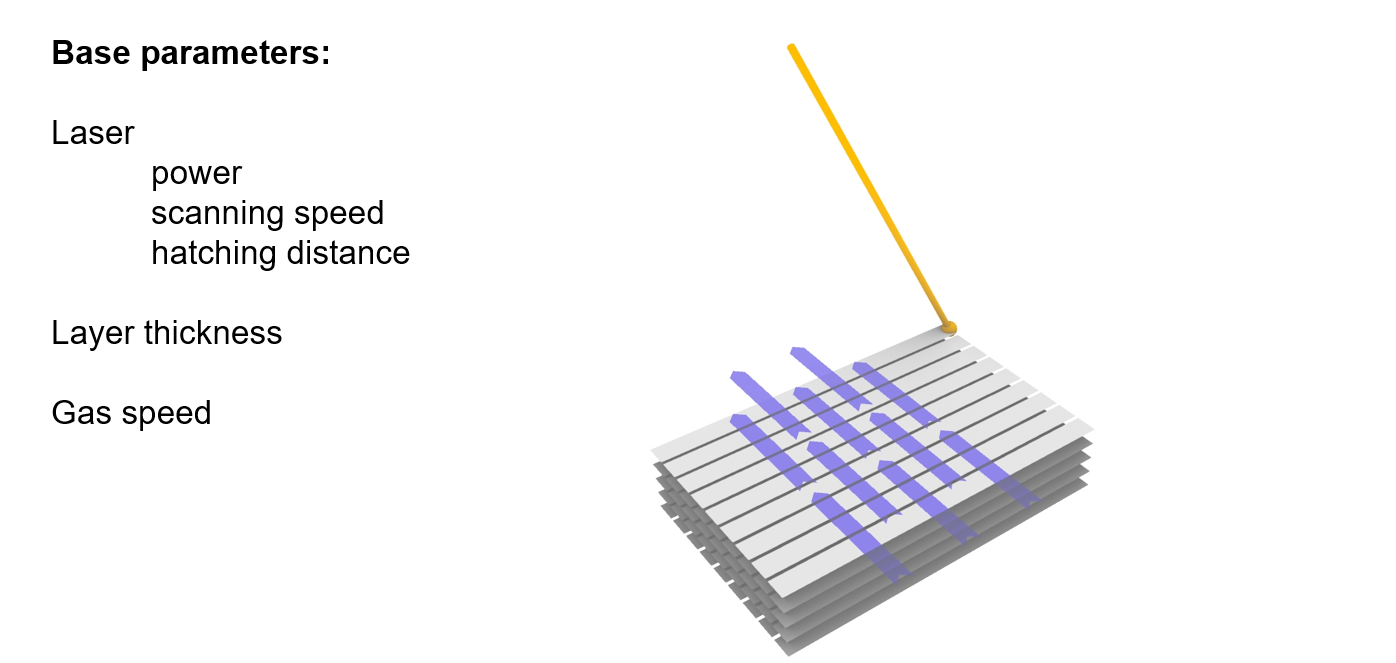
Geometry driven parameters and relevance of open material system for jewelry additive manufacturing.
a speech by Marco Giuseppe Andreetta
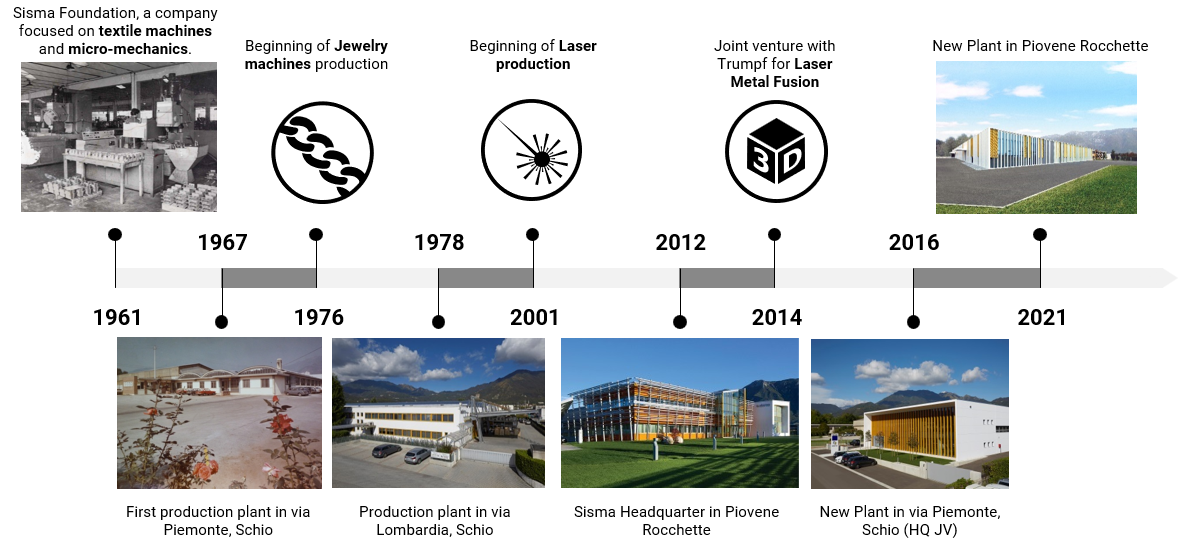
Sisma, a growth journey of more than sixty years
More than 40 years in jewellery making machines, more than 60 years in micromechanics
More than 20 years in laser manufacturing and laser based process expertise
More than 10 years in manufacturing of metal 3D printing machines designed for small and complex geometries
Open systems and relevance for jewellery additive manufacturing
Open systems are a value for the jewellery manufacturer, enabling:
freedom of choice
→ potentially every powder manufacturer could be validated
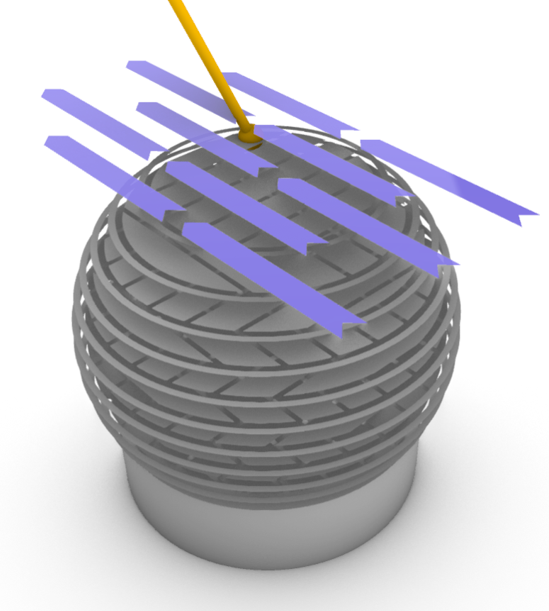
possibility to adapt the building parameters to each geometry
→ different geometries have different requirements. In order to exploit all the benefits of additive manufacturing it is necessary to fine tune the building strategy
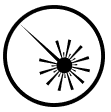
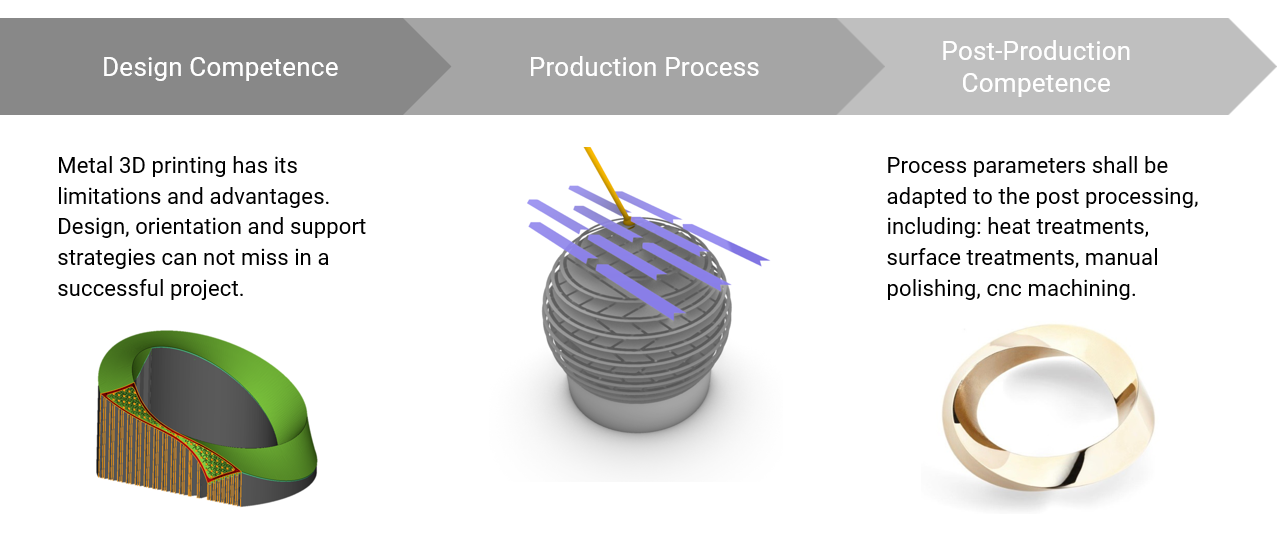
A harmonizedapproach to precious metal 3D printing
A harmonizedapproach to precious metal 3D printing:
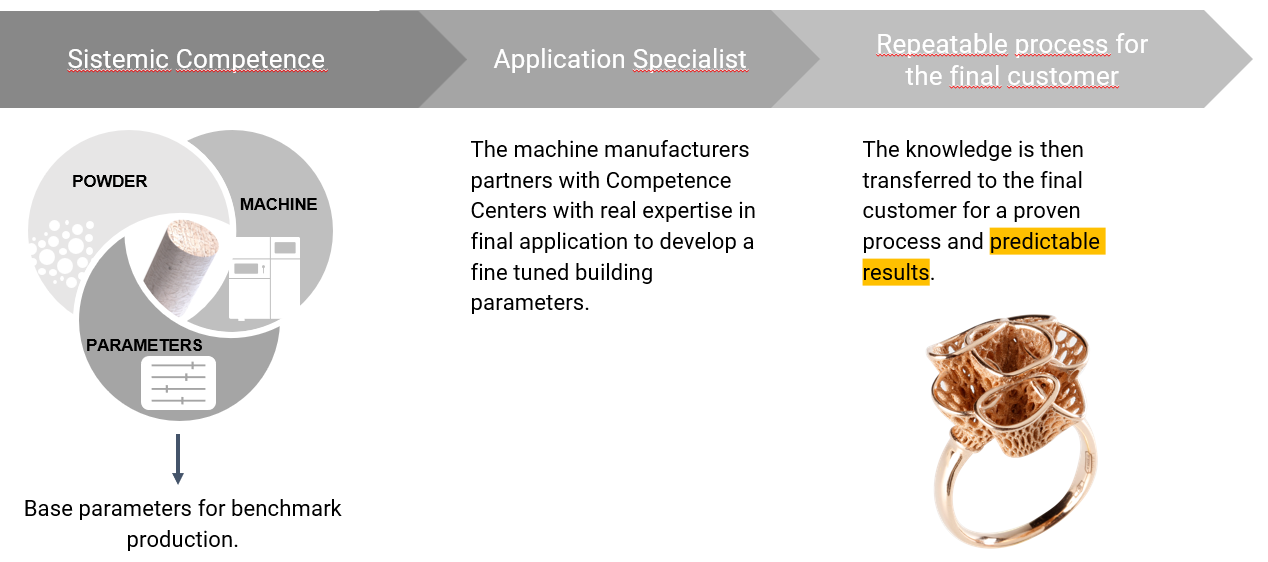
to establish a SISTEMIC COMPENTENCE
– Density > 99,9%
– Digital microstructure
– Compliance with jewelleryqualitystandards
– Building strategiesadapted to the post processing
Compatibility with materialmanufacturers of precious metals
Having open parameters grants compatibility with multiple precious metal material supplier, leaving the customer free to evaluate existing suppliers or propose a new one for validation.
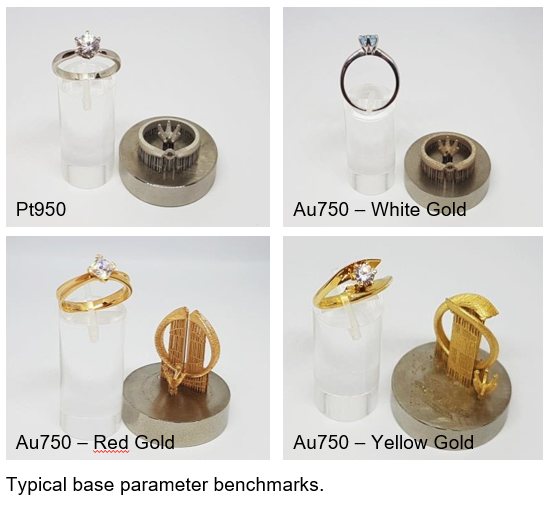
Currently available alloys for Jewelry additive manufacturing:
Preciousmetals:
Au750 White Gold
Au750 Yellow Gold
Au750 Red Gold
Ag925
Non preciousmetals:
Bronze9010
Stainless Steel
Titanium alloys
Partnership with Application Specialists:
The application specialist works alongside with the final customer with the machine manufacturer support.
We chose to partner with one application experts for each strategic jewellery market, in order to accomodate requests from all over the world.
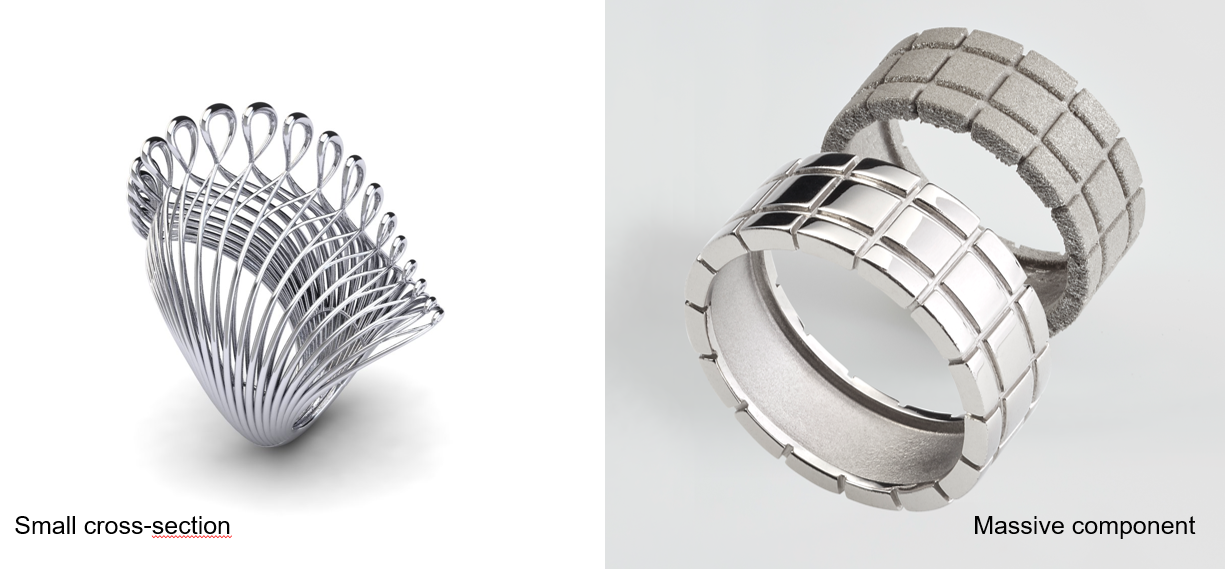
Material choice with smaller than usual grain size
Easy to remove support, only supportive function
Massive part
Part description: wall thickness changes across the part
Validationcriteria: mechanical properties, density and geometry compliance, build speed
Medium or variablebeam spot
Supports: heat exchange, supporting and anchoring function
Benefits from pre-heating
Skin/core laser parameters to increase build speed
Beam spot diameter: small beam spot for special applications
“Pixel” technical sample – Bronze 90-10
▪ No correlation with conventional technologies
▪ The part is made of interconnected pieces
▪ The complete part is made in a single Ø100mm print job
▪ Combination off additive manufacturing, polishing and surface treatment (gold plating)
▪ Small beam spot parameter choice (30µm) to make the geometry possible
▪ Parameter fine tuning of the beam compensation (on the file preparation) rather than tweaking the CAD geometry
Titanium: a growing trend in jewellery
Titanium popularity is increasing in the jewellery market.
Once considered a minor metal relegated to aviation and medical industry, is now gaining importance for many reasons:
– weights a quarter of gold → bigger items are worn without discomfort
– anti-allergenic (e.g. in watchmaking Titanium can be used by whom is allergic to Nickel contained in 904L)
– can be processed to show a wide range of boldcolours
Titanium: traditionaltechnologiesdrawbacks
Titanium has its drawbacks for traditional machining:
Traditional processing of Titanium is costly.
Dedicated machinery is used to safely and effectively work with this alloy.
Machining Titanium usually requires:
– high torque machine and low speeds, to reduce the heat generation
– higher speeds usually generate unwanted hardening of the metal, increasing tool wear
Casting Titanium is a difficult task as well.
Titanium: advantages of 3D printing
Titanium can be 3D printed easily and safely on a well tuned machine.
Indeed, is one of the easiest material to be 3D printed:
– highly self supporting → a small amount of supports leads to increased geometry freedom and reduction of post processing
– relatively low elastic modulus → controlled distorsion during 3D printing
And, moreover, a wide range of alloys are already developed for other demanding markets.
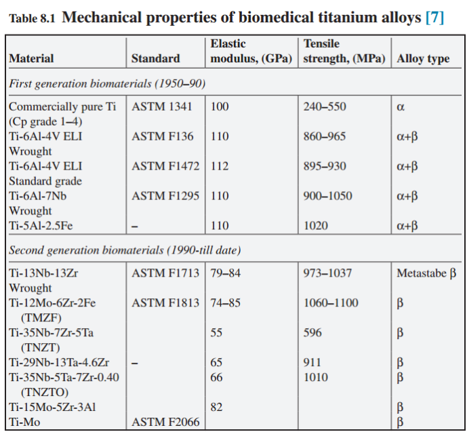
CommonlyAvailableTitaniumalloys
Ti6Al4V – gr.23 ELI
Industry standard for aerospace and medical applications. More than 350 HV5
Ti gr.1, Ti gr.2
This two Titanium grades shares corrosion resistance, weldability, and high ductility. Almost pure Titanium, other elements are less than 0,2%. Roughly 225 HV5
Ti6Al4V – gr.5
Widely available on the market, it shares the chemical composition of gr.23 but with higher amount of Oxygen.
Serial production of hollow Titanium chain. Titanium itself helps stacking easily complex geometry with small amout of supports.
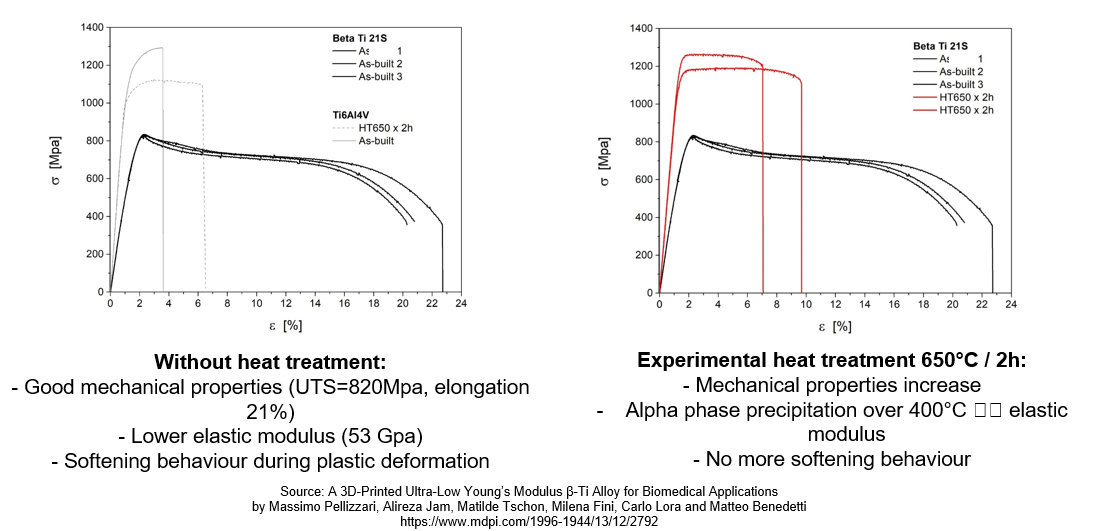
Source: A 3D-Printed Ultra-Low Young’s Modulus β-Ti Alloy for Biomedical Applications by Massimo Pellizzari, Alireza Jam, Matilde Tschon, Milena Fini, Carlo Lora and Matteo Benedetti https://www.mdpi.com/1996-1944/13/12/2792
New Titaniumalloybeingresearched
Requirements:
Lower elastic modulus
Great fatigue resistance
Optimal corrosion resistance
Optimal biocompatibility (alloy without Vanadium)
New Titaniumalloybeingresearched
Findings:
Lower elastic modulus was also useful to control the deformations during the printing process
–> the new material has even higher buildability characteristics if compared with conventional Ti6Al4V
It may be possible to completely avoid the heat treatment or at least switch to a lower temperature aging and stress relieving process
–> Possibility of using cheaper furnaces and avoid vacuum heat treatment for Titanium
New Titaniumalloybeingresearched
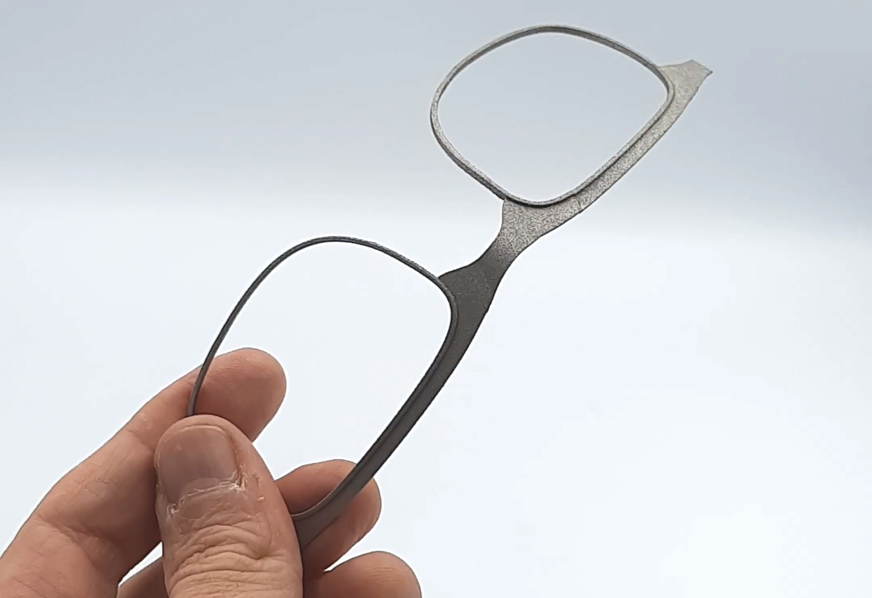
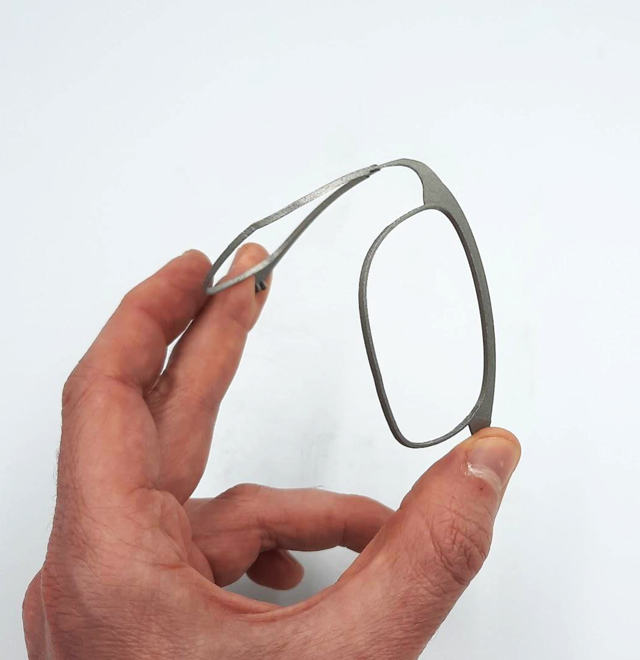
FlexibleTitaniumapplications in the luxury market
Currentdevelopments in Sisma :
Development of new alloys
Fine tuning of existing alloys for the LMF process
Fine tuning of the whole process (powders, LMF, heat treatment, inert gas mixture choice) to satisfy specific market requests.
The power of gold industry to generate positive social and environmental impact in mineral supply chain
a speech by Marco Marcin Piersiak
Abstarct
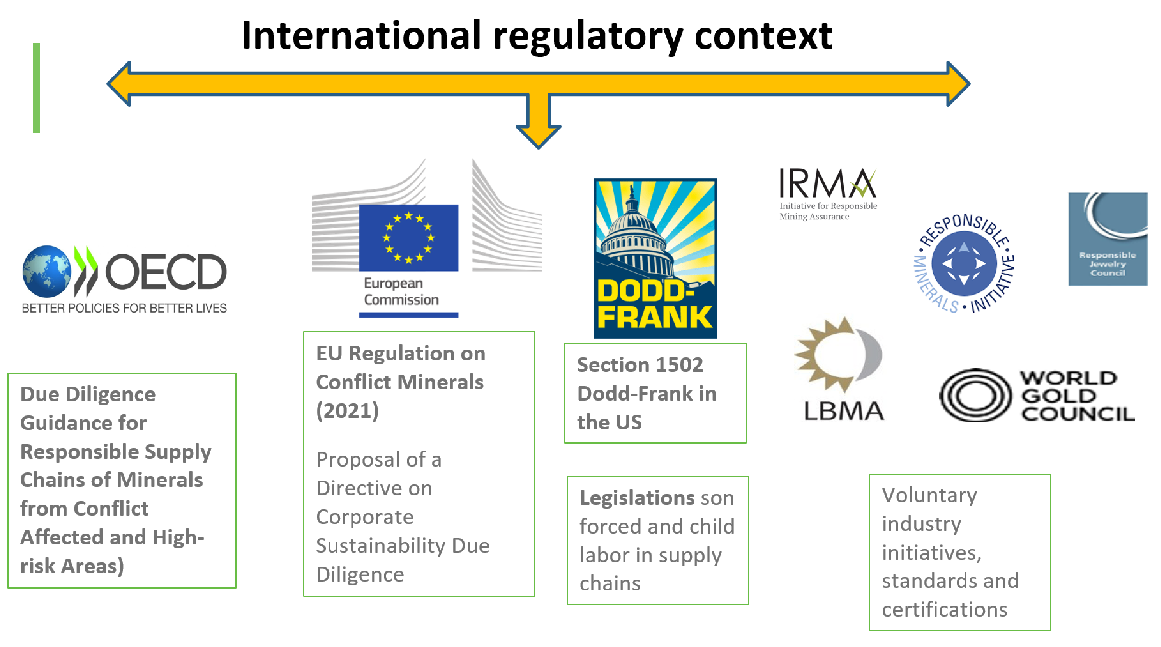
CSR. Sustainability. Responsible sourcing. Conflict free. These are key words that have become increasingly important in the gold industry in recent years. Awareness on the issues in gold mining, such as the financing of conflict, human rights abuses, unsafe labor conditions, environmental destruction and negative social impacts, has increased. This requires the industry to take a closer look at its gold supply chains and promote solutions that provide access to conflict-free, legal or responsible gold in order to minimize the reputational risks for the sector. Additionally, consumers are increasingly concerned about the origin of the products they buy and demand improved conditions throughout the supply chain of consumer goods. This is being reflected in the consumer spending on ethical, responsible or green products which have been increasing steadily. Market studies show that ethical consumerism is growing significantly, and ethical brand values drive purchase decisions. Responsible gold sourcing therefore is not only a business opportunity and strategy for businesses worldwide, but a “must” for those companies who want to stay relevant for future generations. Companies that provide their clients with responsible gold products can position and distinguish themselves from others and provide consumers with a more meaningful brand experience, while improving their corporate social responsibility and contributing to the Sustainable Development Goals.
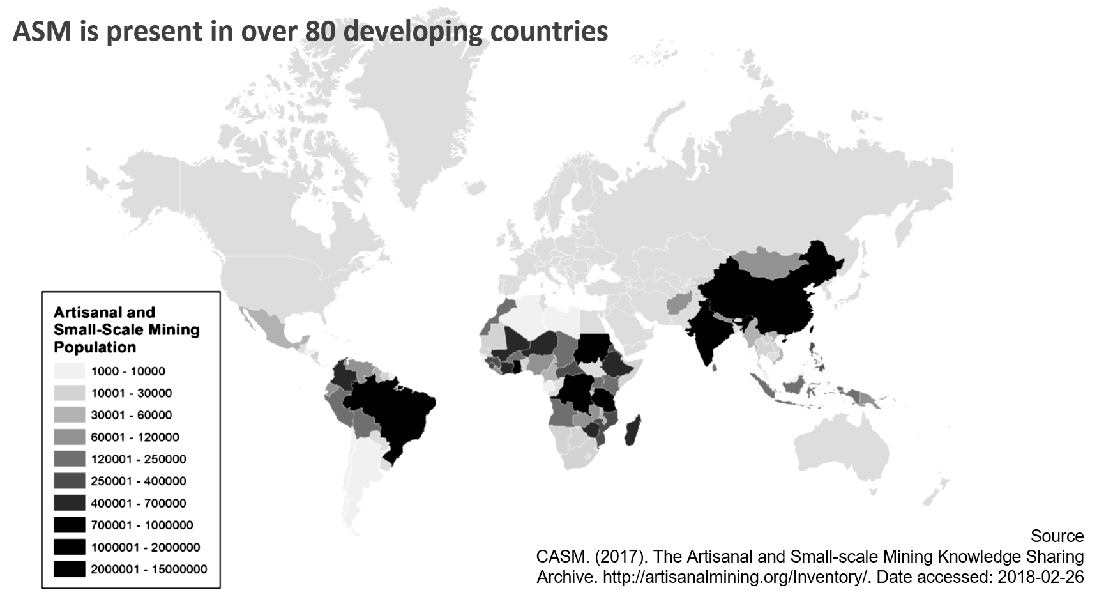
Alliance for responsible mining: Who we are?
Non-Profit Organization established in 2004
Leading global expert on gold artisanal and small-scale mining (ASM)
Experience with 150 mines in 24 countries
GOLD AND PRECIOUS METALS MINING
What about recycled gold?
90% of the work force in mining
10% of global gold production
20 million people
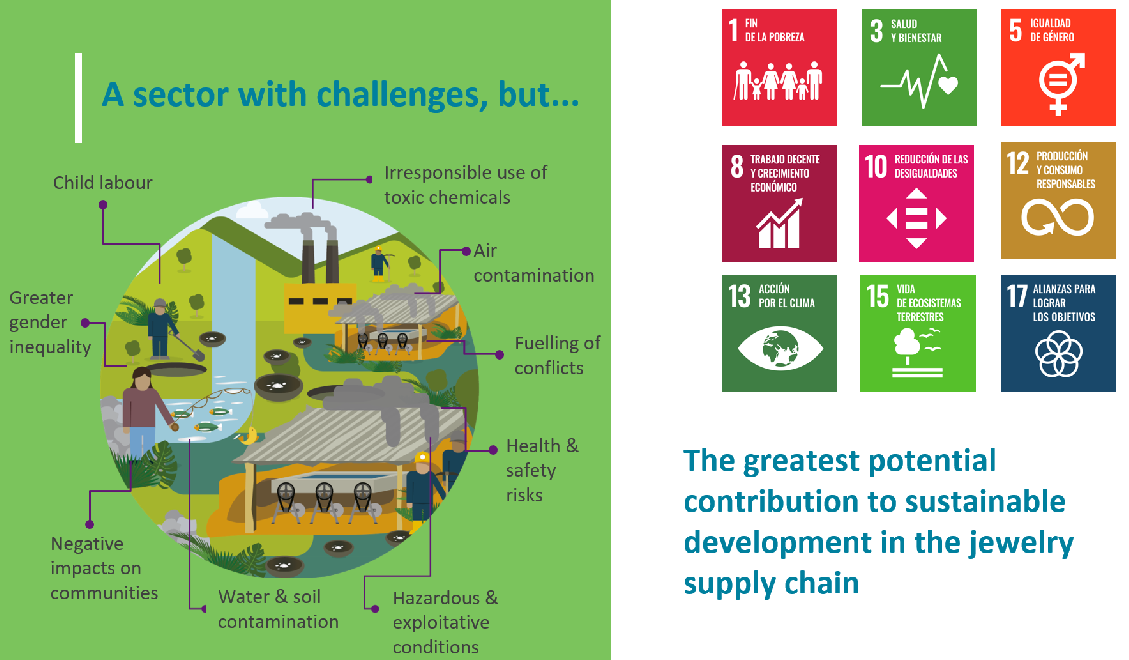
A sector with challenges, but…
Mining generally has a poor reputation, and in particular artisanal mining is often associated with:
– Illegality and informality or the funding of armed conflicts
In Honduras, it is estimated that there are 2.500 informal artisanal miners, informal = don’t comply with all mining norms.(legal and economical barriers to the formalization)
– Artisanal miners often live in precarious conditions, there is poor health and safety of workers, and in the worst cases you can find child labor, accidents and deaths.
– Also, gender equality or discrimination may be common.
– ASM is one of the principal sources of mercury pollution and intoxication and you may have seen pictures of vast environmental destruction due to unorganized, illegal mining.
In Honduras : ASM mining communities use approx. 90 T of mercury / year.
Why are all of these issues so prevalent in the ASM sector?
– Lack the enabling environment to improve their conditions: ASM often isn’t supported by the state but may be ignored, stigmatized or even persecuted
– Where mining legislation does exist its often not applicable or approriate to ASM, forcing these organizations to comply with regulations meant for large scale mining, only adding more barriers for inclusion.
– Often located in remote and unregulated áreas where the state isn’t present and regulation is taken over by locals or other groups
– They also lack access to necessary resources to perform mining in an organized, efficient manner:
– absence of education and training to formalize.
– zero access to formal banking or finance to develop their activity
– Lack of access to efficient and environmentally friendly tools and technology
Despite all these challenges this sector has incredible potential to contribute to local & national development. In Honduras, mining sector 100 and 150 USD Million of dollar every year. And the ASM sector has a great role to play in this aspect an. ASM is a source of income for many families
Why engage with ASM?
Risks & Reputation
▪ Risks of not engaging.
▪ Excluding the sector doesn’t contribute to solving its problems but deteriorates the reputation of the sector as a whole.
Corporate Social Responsibility
▪ The biggest positive economic, social and environmental impact to be made in the gold industry is in ASM.
A holistic sourcing policy should be inclusive of gold from artisanal and small-scale mining.
Mining won’t stop
Phaedon Stamatopoulos (Director of Sourcing and Refining Argor-Heraeus)
The risks to source from ASM will be present regardless the existence of LBMA Standard v. 6, 8 or 10. If refiners do not engage with the ASM. The ASM material will take other routes and enter to international gold market. The more other routes take, the more value will be lost to LBMA members. So refiners have to engage and do it appropriately.
You choice matter!
Transforming lives through responsible artesanal and small-scale mining
But how? Buying from certified ASM
More than 370 companies from 33 countries work with Fairmined
1.6 tons and 6M USD of Fairmined Premium invested by miners
Ottimizzazione e riduzione del consumo d’acqua nei processi di trattamento superficiale
a speech by O. Balestrino
Introduzione
La presentazione si propone di evidenziare l’evoluzione dell’approccio ambientale nel corso degli anni da parte del legislatore e proporre alcune soluzioni tecniche per l’ottimizzazione e riduzione del consumo d’acqua nei processi di trattamento superficiale.
ECOTEAM spa progetta, realizza, manutiene impianti di trattamento acque ed acque reflue. Specializzata nel settore Trattamento e Finiture
Sviluppo della “Coscienza Ambientale” in Italia ed in Europa
Legge 319/1976 (Legge Merli)
D.lgs 152/2006
2019: “Industria 4.0”
2022: DNSH
La legge Merli indicava in maniera dettagliata le sostanze inquinanti, ponendo dei limiti al loro scarico nelle acque e alla loro concentrazione. Con riferimento agli scarichi, la ripartizione degli stessi ai fini della relativa disciplina e del conseguente trattamento sanzionatorio era fondata sulla loro provenienza; si disponeva inoltre che lo scarico effettuato in assenza della necessaria autorizzazione, concessa esclusivamente agli scarichi rispettosi dei limiti di accettabilità, fosse sempre soggetto a sanzione penale.
D.lgs 152 normativa di cui una sezione importante è dedicata appunto alla tutela delle acque dall’inquinamento e alla gestione delle risorse idriche.
Industria 4.0 / Ambiente
Impianti di trattamento acqua inseriti nel gruppo 2 allegato A dei materiali ammessi alla transizione 4.0, ovvero sistemi per l’assicurazione della qualità e della sostenibilità, con particolare riferimento alle due seguenti categorie:
componenti, sistemi e soluzioni intelligenti per la gestione, l’utilizzo efficiente e il monitoraggio dei consumi energetici e idrici e per la riduzione delle emissioni
filtri e sistemi di trattamento e recupero di acqua, aria, olio, sostanze chimiche, polveri con sistemi di segnalazione dell’efficienza filtrante e della presenza di anomalie o sostanze aliene al processo o pericolose, integrate con il sistema di fabbrica e in grado di avvisare gli operatori e/o di fermare le attività di macchine e impianti
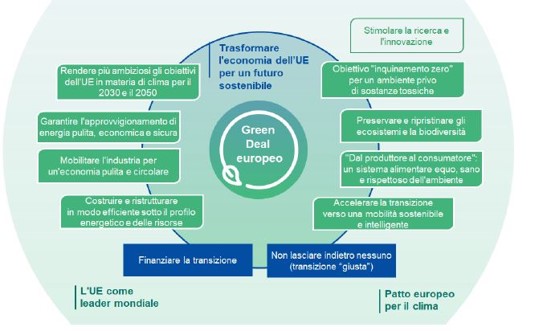
Green Deal Europeo
Il pilastro centrale di Next Generation EU è il dispositivo Recovery and Resilience Facility che, tra i vari obiettivi, si propone di sostenere interventi che contribuiscano ad attuare l’Accordo di Parigi e gli obiettivi di sviluppo sostenibile delle Nazioni Unite, in coerenza con il Green Deal europeo.
Obiettivo «Inquinamento zero» per un ambiente privo di sostanze tossiche
Do No Significant Harm
ll principio Do No SignificantHarm (DNSH) prevede che gli interventi previsti dai PNRR nazionali non arrechino nessun danno significativo all’ambiente: questo principio è fondamentale per accedere ai finanziamenti del RRF.
I piani devono includere interventi che concorrono per il 37% delle risorse alla transizione ecologica.
l principio DNSH si basa su quanto specificato nella “Tassonomia per la finanza sostenibile”, adottata per promuovere gli investimenti del settore privato in progetti verdi e sostenibili nonché contribuire a realizzare gli obiettivi del Green Deal.
Criteri del DNSH Il Regolamento individua sei criteri per determinare come ogni attività economica contribuisca in modo sostanziale alla tutela dell’ecosistema, senza arrecare danno a nessuno degli obiettivi ambientali
1 Mitigazione dei cambiamenti climatici
Un’attività economica non deve portare a significative emissioni di gas serra (GHG)
2 Adattamento ai cambiamenti climatici
Un’attività economica non deve determinare un maggiore
3 Uso sostenibile e protezione delle risorse idriche
Un’attività economica non deve essere dannosa per il buono stato dei corpi idrici (superficiali, sotterranei o marini) e determinare il deterioramento qualitativo o la riduzione del potenziale ecologico
4 Transizione verso l’economia circolare, con riferimento anche a riduzione e riciclo dei rifiuti
Un’attività economica non deve portare a significative inefficienze nell’utilizzo di materiali recuperati o riciclati, ad incrementi nell’uso diretto o indiretto di risorse naturali, all’incremento significativo di rifiuti, al loro incenerimento o smaltimento, causando danni ambientali significativi a lungo termine
5 Protezione e riduzione dell’inquinamento dell’aria, dell’acqua o del suolo
Un’attività economica non deve determinare un aumento delle emissioni di inquinanti nell’aria, nell’acqua o nel suolo
6 Protezione e ripristino della biodiversità e della salute degli eco-sistemi
Un’attività economica non deve dannosa per le buone condizioni e resilienza degli ecosistemi o per lo stato di conservazione degli habitat e delle specie, comprese quelle di interesse per l’Unione
Nace
Uno specifico allegato tecnico della Tassonomia riporta i parametri per valutare se le diverse attività economiche contribuiscano in modo sostanziale alla mitigazione e all’adattamento ai cambiamenti climatici o causino danni significativi ad uno degli altri obiettivi.
Basandosi sul sistema europeo di classificazione delle attività economiche (NACE), vengono quindi individuate le attività che possono contribuire alla mitigazione dei cambiamenti climatici, identificando i settori che risultano cruciali per un’effettiva riduzione dell’inquinamento. Il quadro definito dalla Tassonomia fornisce quindi una guida affidabile affinché le decisioni di investimento siano sostenibili ed è diventato un elemento cardine nei criteri di assegnazione delle risorse europee
C24 – Manufacture of basic metals
C24.4.1 – Precious metals production
C25 – Manufacture of fabricated metal products, except machinery and equipment
C25.6.1 – Treatment and coating of metals
ECOTEAM
«Inquinamento zero» per un ambiente privo di sostanze tossiche
Uso sostenibile e protezione delle risorse idriche
Un’attività economica non deve essere dannosa per il buono stato dei corpi idrici (superficiali, sotterranei o marini) e determinare il deterioramento qualitativo o la riduzione del potenziale ecologico
Protezione e riduzione dell’inquinamento dell’aria, dell’acqua o del suolo
Un’attività economica non deve determinare un aumento delle emissioni di inquinanti nell’aria, nell’acqua o nel suolo
DNSH nel T.F.
Progettazione impianti a basso impatto
Utilizzo di prodotti a bassa tossicità
Progettazione di impianti efficienti
Riuso e recupero delle soluzioni
Scarico liquido zero
Lavaggio
Riduzione dell’acqua
La progettazione del sistema di lavaggio è legata a:
1. Processo
a) Caratteristiche della soluzione di processo
b) Numero di lavaggi
c) Tipologia di lavaggi
2. Produzione
I. Superficie
II. Obiettivo finale
Importanza dei lavaggi: Riduzione dell’acqua
Un lavaggio in cascata permette una forte riduzione della portata d’acqua necessaria ed in prima approssimazione possiamo dire che la concentrazione nei lavaggi
DNSH e ZLD
Lo Scarico Liquido Zero può utilizzare diverse tecnologie e filosofie di progettazione ma il punto chiave è l’ultimo anello che è quasi sempre un sistema di evapo-concentrazione.
L’evapo-concentratore è un sistema che permette di concentrare delle soluzioni diluite eliminando/recuperando l’acqua.
Gli utilizzi principali sono:
1. Recupero di soluzioni diluite per essere riutilizzate come soluzioni di processo
2. Riduzione degli smaltimenti con recupero dell’acqua
EVAPO-CONCENTRATORI
Esistono diverse tecnologia di evapo-concentratori:
1.Pompa di calore
1. a serpentina immersa
2. a circolazione forzata
3. con raschiatore
2.Acqua calda
1. a singolo effetto
2. a doppio effetto
3. a triplo effetto
3.Ricompressione Meccanica dei Vapori
1. a circolazione naturale
2. a circolazione forzata
3. falling film
1. Con compressore a lobi
2. Con compressore centrifugo
CONCLUSIONI
La riduzione del consumo d’acqua, fino al punto estremo dello Scarico Liquido Zero, nei processi di trattamento superficiale persegue “l’obiettivo Inquinamento zero per un ambiente privo di sostanze tossiche”.
I costi di esercizio con le opportune tecniche possono essere molto vantaggiosi.
Optimization and reduction of water consumption in surface treatment processes
a speech by O. Balestrino
Preface
The presentation aims to highlight the evolution of the environmental approach over the years by the legislator and propose some technical solutions for the optimization and reduction of water consumption in surface treatment processes.
ECOTEAM spa designs, builds, maintains water and wastewater treatment plants.Specialized in the Treatment and Finishing sector
Development of “Environmental Consciousness” in Italy and Europe
Legge 319/1976 (Legge Merli)
D.lgs 152/2006
2019: “Industria 4.0”
2022: DNSH
The Merli law indicated in detail the polluting substances, placing limits on their discharge into water and their concentration. With reference to discharges, the distribution of the same for the purposes of the relative regulations and the consequent sanctioning treatment was based on their origin; it was also established that unloading carried out in the absence of the necessary authorization, granted exclusively to unloading in compliance with the limits of acceptability, was always subject to a criminal sanction.
Legislative Decree 152 of which an important section is dedicated precisely to the protection of water from pollution and the management of water resources.
Industry 4.0 / Environment
Water treatment plants included in group 2 Annex A of the materials admitted to transition 4.0, or systems for quality and sustainability assurance, with particular reference to the following two categories :
components, systems and intelligent solutions for the management, efficient use and monitoring of energy and water consumption and for the reduction of emissions
filters and treatment and recovery systems for water, air, oil, chemicals, dust with signaling systems of filtering efficiency and the presence of anomalies or substances alien to the process or dangerous, integrated with the factory system and able to warn operators and / or to stop the activities of machines and plants
European Green Deal
The central pillar of Next Generation EU is the Recovery and Resilience Facility which, among other objectives, aims to support interventions that contribute to implementing the Paris Agreement and the United Nations Sustainable Development Goals, in line with the European Green Deal.
Objective “Zero pollution” for an environment free of toxic substances
Do No Significant Harm
The Do No Significant Harm principle (DNSH) states that the actions outlined in national NRRPs may not cause any significant harm to the environment: this is a fundamental principle for accessing funding from the RRF.
In addition, the plans must include actions which contribute 37% of the resources to the ecological transition.
The DNSH principle is based on the provisions of the “Taxonomy for Sustainable Finance” adopted to promote private sector investment in green and sustainable projects and help achieve the goals of the Green Deal.
Criteria of DNSH The Regulation identifies six criteria for determining how each economic activity substantially contributes to protecting the ecosystem, without undermining any of the environmental goals
1 Climate change mitigation
An economic activity must not lead to significant emissions of greenhouse gases (GHG)
2 Climate change adaptation
An economic activity must not have an increased negative impact on the current and future climate, on the activity itself or on people, nature or property
3 Sistainable use and protection of water and marine resources
An economic activity must not be detrimental to the good health of water bodies (surface, groundwater or marine) or harm its quality or reduce its ecological potential
4 Transition to the circular economy, including waste prevention and recycling
An economic activity must not result in significant inefficiencies in the use of recovered or recycled materials, increase the direct or indirect use of natural resources, or significantly increase waste or the burning or disposal thereof, causing significant long-term environmental damage
5 Prevention and reduction of air, water and soil pollution
An economic activity must not cause increased emissions of pollutants in the air, water or soil
6 Protection and restoration of biodiversity and health of ecosystems
An economic activity must not harm the good condition and resilience of ecosystems or the conservation status of habitats and species, including those of interest to the Union.
Nace
A specific technical annex of the Taxonomy sets out the parameters for evaluating whether different economic activities substantially help with climate change mitigation and adaptation or whether they cause significant harm to one of the other goals. Based on the Statistical Classification of Economic Activities in the European Community (NACE), the activities that can help to mitigate climate change are then determined, identifying the sectors that are crucial for an effective reduction in pollution. The framework defined in the Taxonomy therefore provides a reliable guide for making sustainable investment decisions, and has become a core component of the criteria for allocating European resources
C24 – Manufacture of basic metals
C24.4.1 – Precious metals production
C25 – Manufacture of fabricated metal products, except machinery and equipment
C25.6.1 – Treatment and coating of metals
ECOTEAM
«Zero pollution» for an environment free of toxic substances
Sistainable use and protection of water and marine resources
An An economic activity must not be detrimental to the good health of water bodies (surface, groundwater or marine) or harm its quality or reduce its ecological potential
Prevention and reduction of air, water and soil pollution
An economic activity must not cause increased emissions of pollutants in the air, water or soil
DNSH in F.T.
Low impact plant design
Use of low toxicity products
Design of efficient systems
Reuse and recovery of solutions
Zero liquid discharge
RINSING
Water reduction
The design of the washing system is linked to:
1. Process
a) Characteristicsof the process solution
b) Numbers of rinsing
c) Type of rinsing
2. Production
I. Surface
II. Final goal
Importance of rinsing: Water reduction
A cascade rinsing allows a strong reduction of the necessary water flow and as a first approximation we can say that the concentration in the washes Xn
DNSH e ZLD
The Zero Liquid Discharge can use different technologies and design philosophies but the key point is the last link which is almost always an evaporation-concentration system.
The evaporator-concentrator is a system that allows you to concentrate diluted solutions by eliminating / recovering water.
The main uses are :
1. Recovery of diluted solutions to be reused as process solutions
2. Reduction of disposal with water recovery
EVAPO-CONCENTRATORS
There are different technologies of evapo-concentrators:
Heat pump
with immersed coil
forced circulation
with scraper
Hot water
single effect
double effect
triple effect
Mechanical Vapour Recompression
1. Natural circulation
2. forced circulation
3. falling film
a) With lobe compresso
CONCLUSIONI
The reduction of water consumption, up to the extreme point of Zero Liquid Discharge, in the surface treatment processes pursues “the goal of zero pollution for an environment free of toxic substances“
Operating costs with the appropriate techniques can be very advantageous.
Author: World Commission on Environment and Development
Year: 1987
For the first time, the report identifies Sustainability as:
The condition of a development capable of “ensuring the satisfaction of the needs of the present generation without compromising the possibility of future generations to realize their own”
Precious Metals
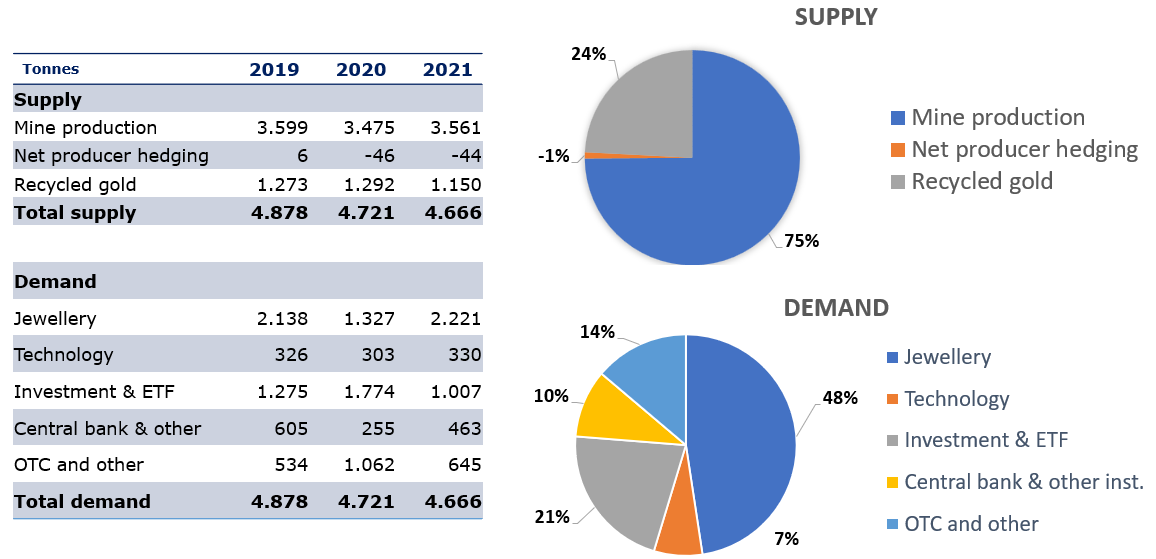
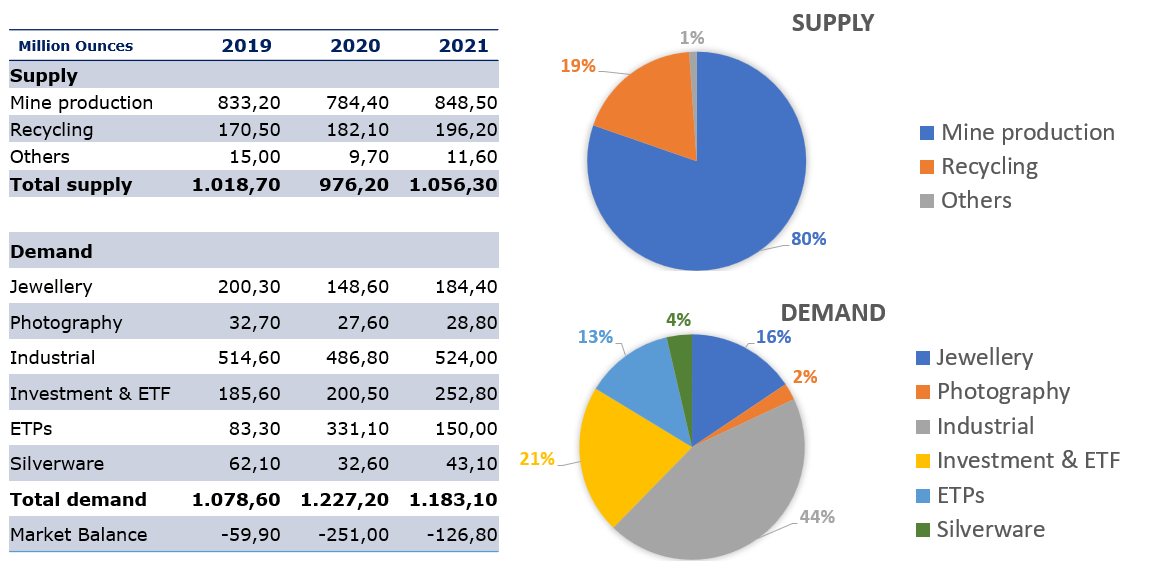
Supply and Demand: Gold
Supply and Demand: Silver
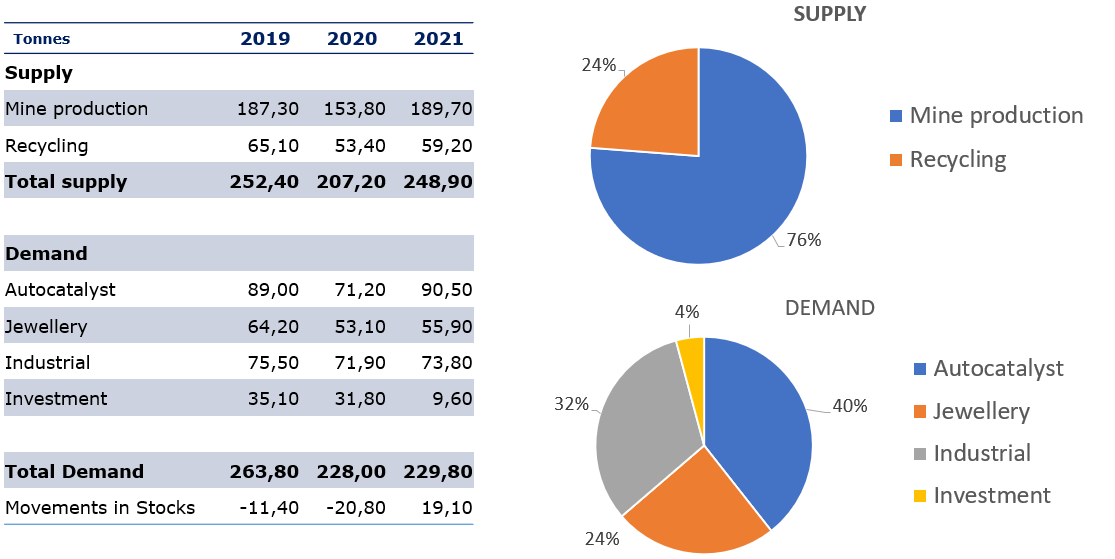
Supply and Demand: Platinum
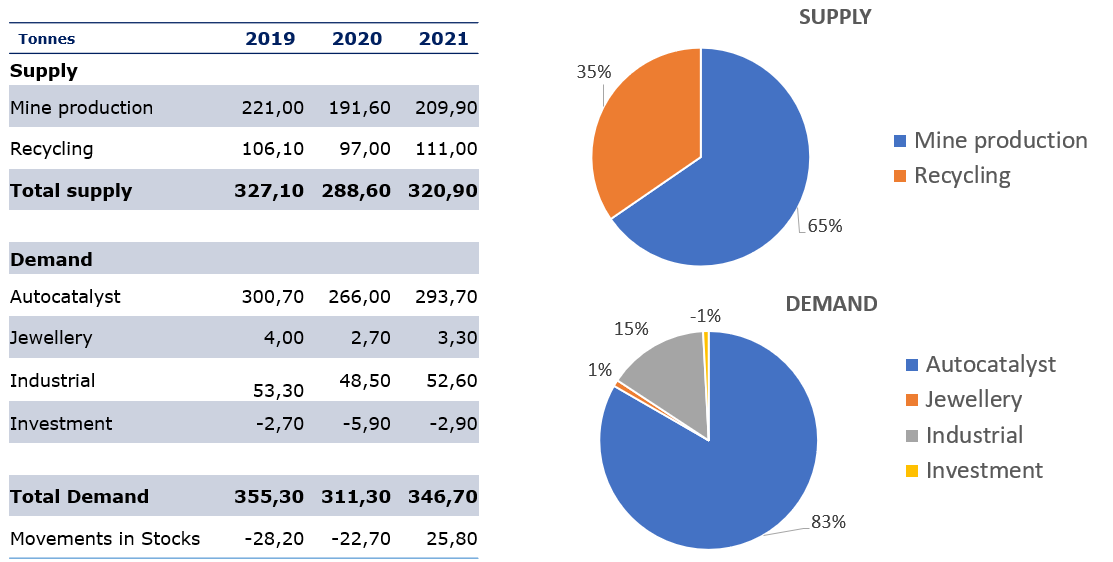
Supply and Demand: Palladium
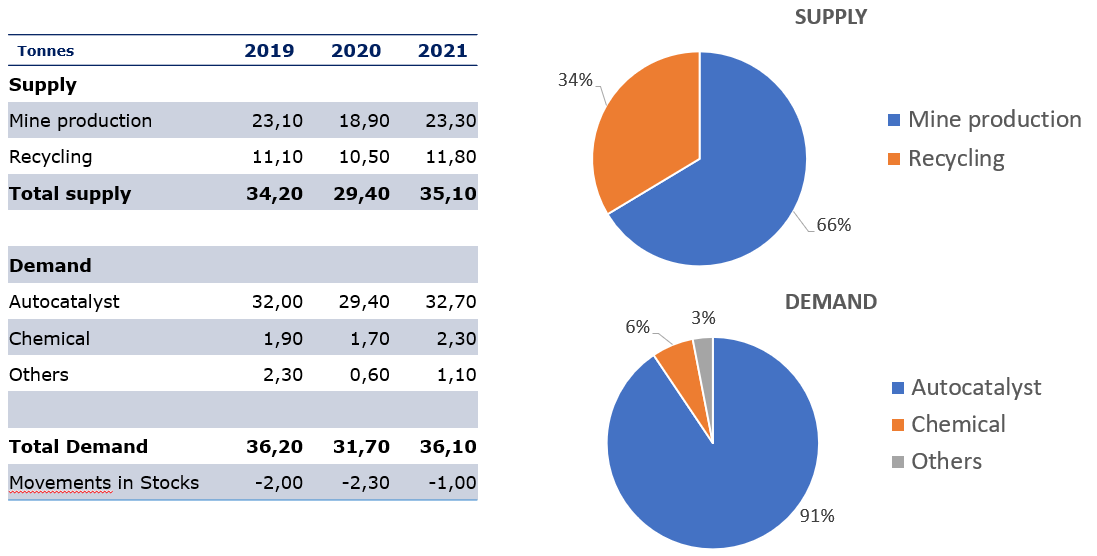
Supply and Demand: Rhodium
Supply Sources:
Mining
Refining
Grandfathered
Kinf of Mines
Open Pit Mine
Underground Mine
Artisanal Mine
Recycled Sources from Refining
Industrial Scraps
Jewelry Scraps
Disinvestments
Central Bank Sales
Electronic Scraps
Rules and Associations
Responsible Jewellery Council
Individual provisions of the COP
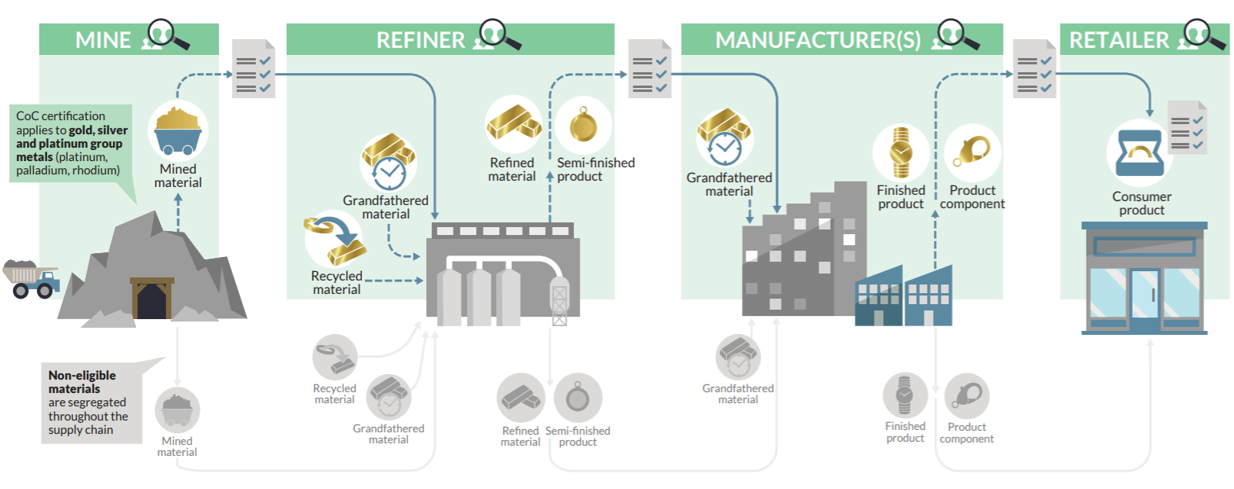
Overview of the RJC CoC Standard
Sustainability on Precious Metals
PROVENANCE CLAIM
A documented claim made through the use of descriptions or symbols, relating to Precious Metals and specifically relate to their:
Origin – Geographical origin of materials, for example country, region, mine or corporate ownership of the Mining Facility/ies;
Source – Type of source, for example recycled, mined, artisanally mined, or date of production;
Practices – Specific practices applied in the supply chain relevant to the Code of Practices, including but not limited to, standards applicable to extraction, processing or manufacturing, conflict-free status, or due diligence towards sources.
Claims supported by evidence to avoid:
Greenwashing
Misleads consumers
Unfair to competitors who make legitimate efforts
All precious metals used by Legor Group S.p.A. are 100% RJC CoC compliant and 100% from recycled sources (Au, Ag, Pt, Pd, Rh)
Diamante sintetico: un problema commerciale per il futuro?
una relazione di Antonello Donini
Stiamo parlando di DIAMANTE SINTETICO. Carbonio (C) cristallizzato nel sistema cubico disposto nel reticolo secondo la configurazione spaziale tetraedrica. Come accade nel diamante naturale tale configurazione conferisce a questo materiale proprietà che lo rendono unico nel suo genere.
Non parliamo quindi di una imitazione ma di vero e proprio diamante prodotto con metodi artificiali di sintesi fatti dall’uomo e non dalla natura.
I primi tentativi di realizzare in laboratorio l’esatta controparte sintetica del diamante sono databili intorno alla fine del 19° secolo, ma il primo successo storicamente documentato risale alla prima metà degli anni ’50 del 20° secolo, quando i ricercatori dell’americana General Electric hanno sintetizzato i primi piccoli cristalli di diamante.
Sempre la General Electric, circa 20 anni dopo, ha realizzato i primi diamanti sintetici aventi dimensioni sufficienti per poter avere un utilizzo come gemma, seguita negli anni ’80 dalla giapponese Sumitomo, dalla De Beers e verso l’inizio degli anni ’90, da laboratori russi.
Metodi di sintesi
Metodo di produzione HPHT
Il metodo si basa sulle condizioni che hanno permesso in natura la formazione del diamante ovvero alte pressioni ed alte temperature.
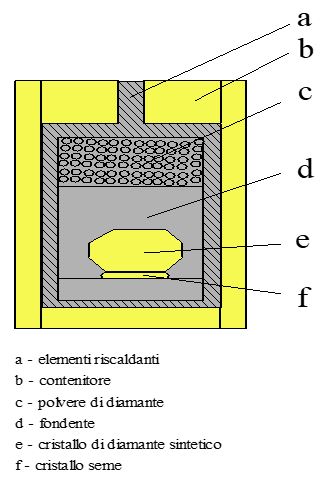
All’interno delle celle di reazione contenenti cristalli-seme, una lega/soluzione metallica (ad esempio nickel e ferro) che funge da fondente/catalizzatore, il nutriente (solitamente grafite) viene esposto a condizioni di alte pressioni ed alte temperature (tra 1400 e 1600°C e tra 50 e 60 kbar) grazie a elementi riscaldanti e presse. Il carbonio si dissolve nel fondente e si deposita quindi sui cristalli seme posti solitamente in una zona della cella con temperatura inferiore sotto forma di diamante.
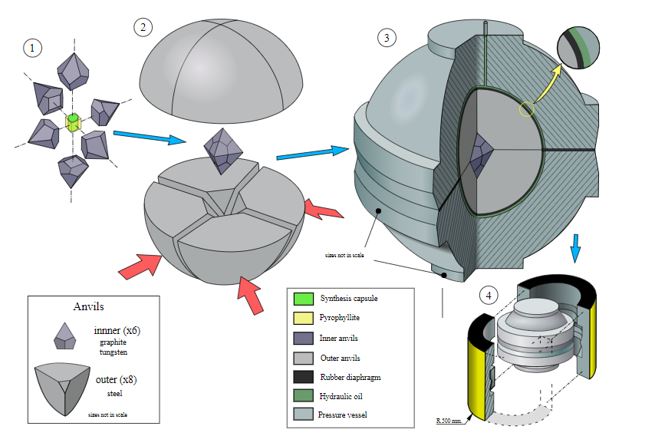
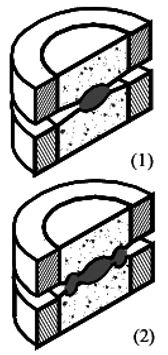
Metodo HPHT BARS
Metodo HPHT TOROID
Metodo HPHT CUBOID
Una importante problematica da affrontare per questo metodo di sintesi è quello di tenere lontana la presenza di azoto responsabile di una colorazione verde giallo alla bruna dei cristalli sintetizzati. L’utilizzo di nuove leghe metalliche utilizzate come fondenti, con l’aggiunta di particolari elementi (come alluminio, cobalto o rame) che permettono di fissare l’azoto facendo in modo che non rientri nel reticolo del diamante.
Si ottengono così diamanti incolori (tipo Iia) o con lieve colorazione bluastra per la presenza di lievissime quantità di boro (tipo IIb).
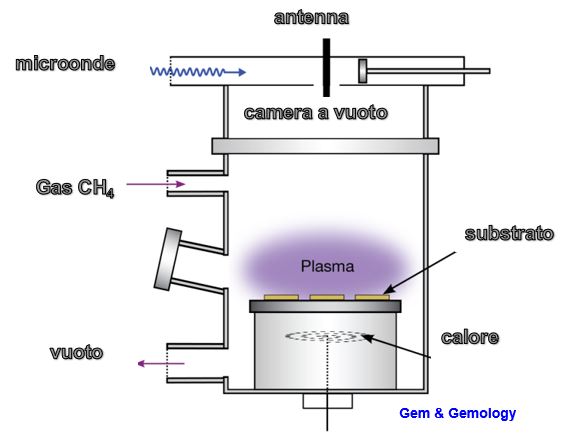
DIAMANTE SINTETICO CVD
Ha il grosso vantaggio di avvenire a basse pressioni, nell’ordine di 10-200 torr.
Nella camera viene creato un plasma che rompe la molecola di metano o altro gas contenente C.
Il carbonio si va quindi poi a depositare sotto forma di diamante su un substrato solitamente costituito da sottili semi di diamante.
Elementi utili alla identificazione
I diamanti sintetici incolori CVD sono in generale del tipo IIa ovvero composti da solo carbonio.
Per eliminare una possibile componente bruna presente nei diamanti cristallizzati con questo metodo dovuta a dislocazioni, vengono sottoposti a un post trattamento HPHT in grado di eliminarla.
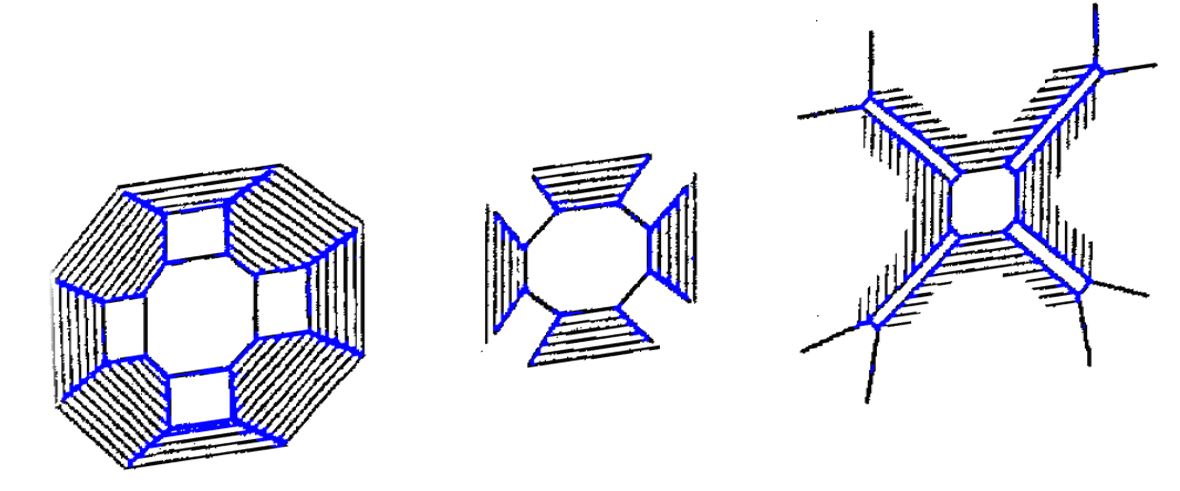
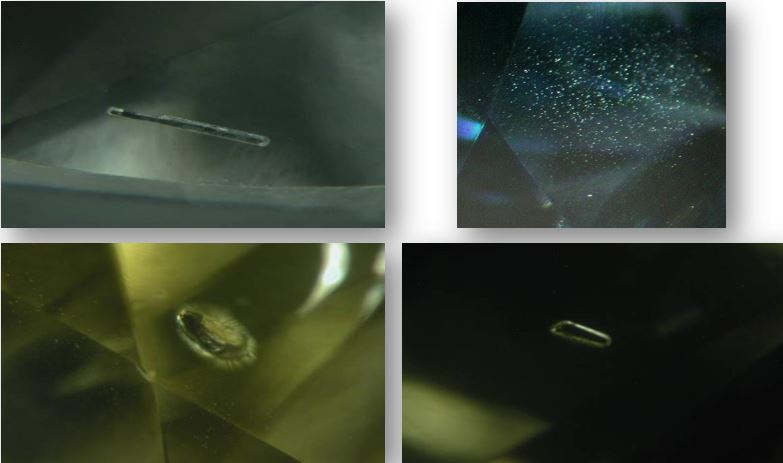
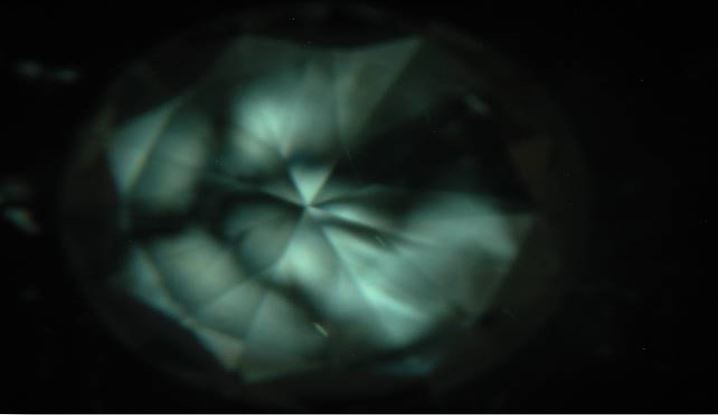
Al microscopio i diamanti sintetici HPHT mostrano spesso caratteristiche figure di crescita, correlate ai settori di crescita cubici e ottaedrici.
È possibile rilevarle in corrispondenza di zonature di diversa fluorescenza o nella distribuzione del colore all’interno della pietra che segue questi settori di crescita. Le inclusioni caratteristiche, ma non sempre presenti, sono residui di fondente che si presentano come inclusioni nere e opache con lustro metallico.
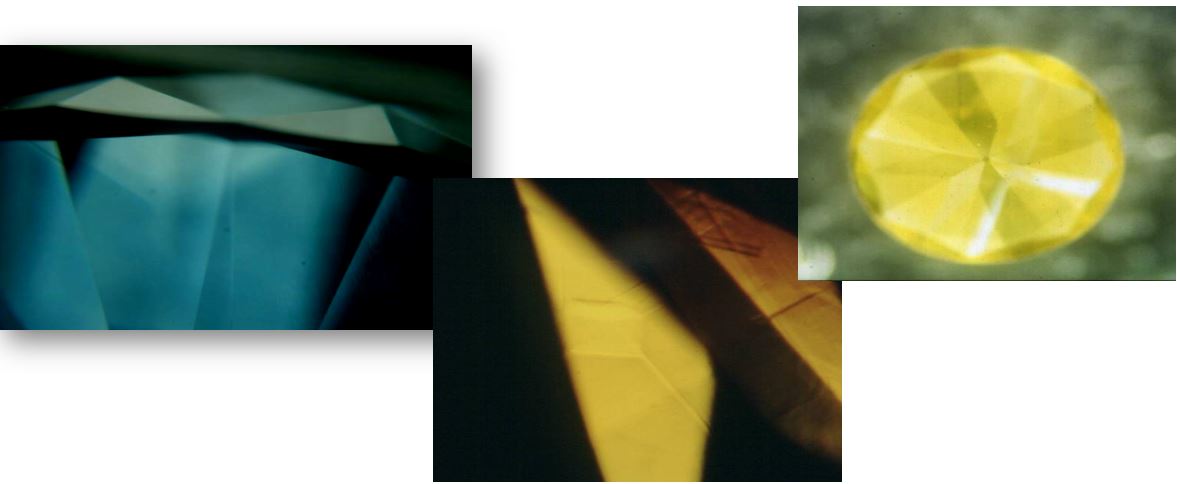
Zonature di colore e linee di struttura in diamante sintetico HPHT che seguono i settori di crescita
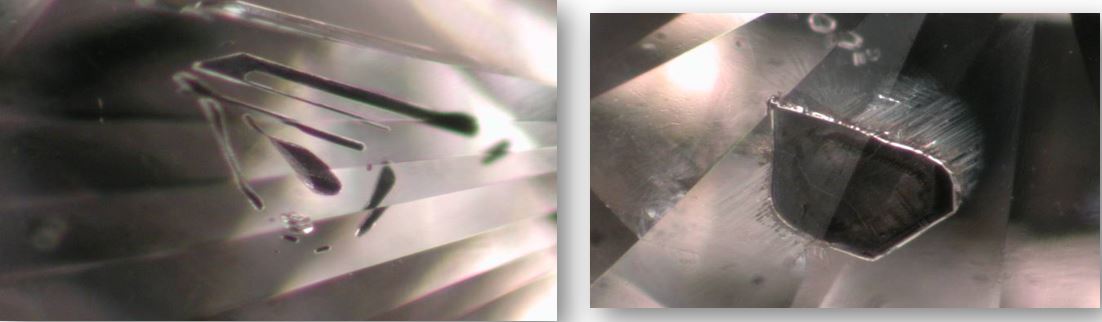
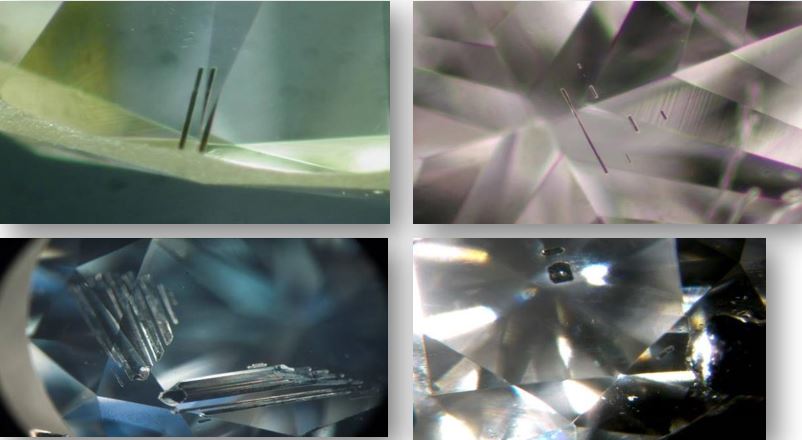
Le inclusioni caratteristiche, ma non sempre presenti, sono residui di fondente che si presentano come inclusioni nere e opache con lustro metallico o estesi gruppi di inclusioni puntiformi (probabilmente minute particelle di fondente disperso).
Inclusioni di fondente metallico in diamanti sintetici incolori HPHT
Esempi di inclusioni in diamante sintetico HPHT
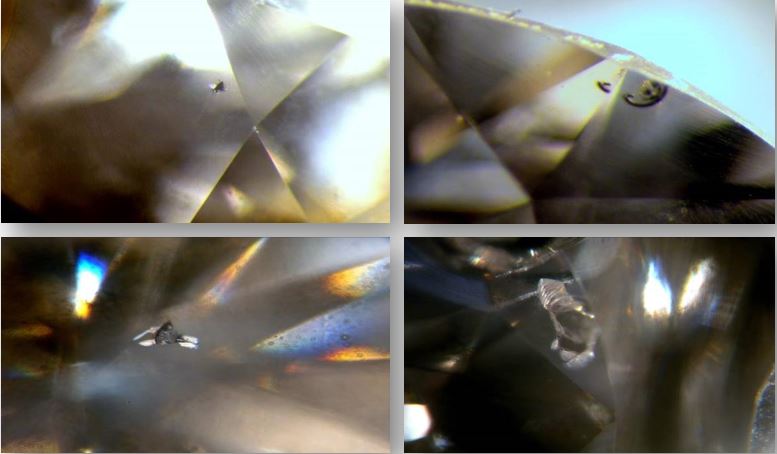
I diamanti sintetici CVD potrebbero avere minute inclusioni scure (residui carboniosi) con aloni di tensione probabilmente generati da un post trattamento termico utilizzato per migliorare il colore delle gemme.
Esempi di inclusioni in diamanti cvd
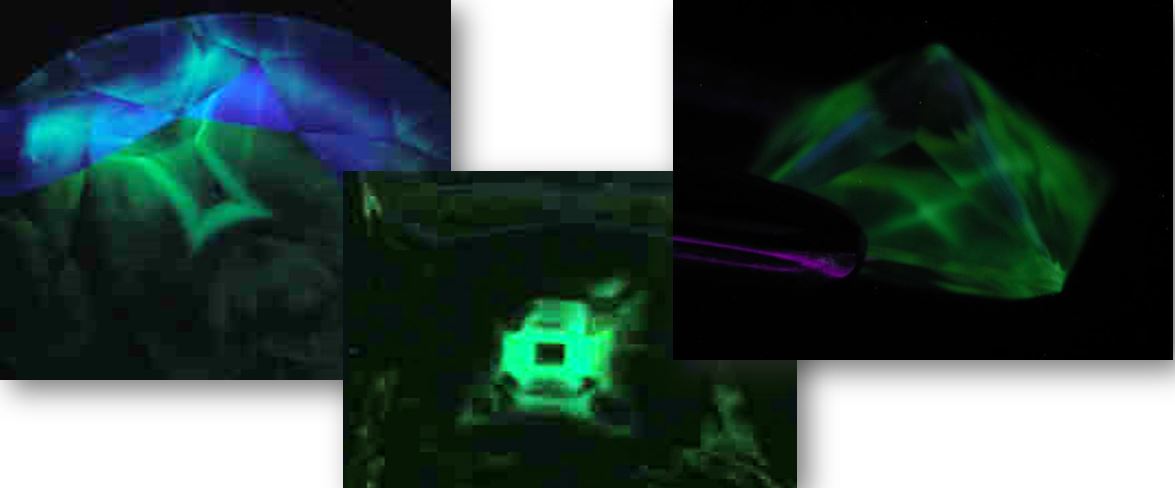
Molti diamanti sintetici HPHT mostrano una caratteristica fluorescenza da gialla a verde giallastra agli UVL (365 nm) e agli UVC (254 nm).
Le impurità che vengono assorbite nella struttura del diamante sintetico durante la sua crescita tendono a concentrarsi ciascuna in determinati settori di crescita, ciò origina caratteristiche figure di fluorescenza, a forma di croce o ottagonali, mai viste in diamanti naturali.
Spesso, a differenza di quanto accade nei naturali, la reazione è più intensa all’onda corta che a quella lunga.
I diamanti naturali generalmente mostrano una fluorescenza più o meno marcata di colore blu (più raramente gialla e, meno comunemente ancora, verde o rosa), abbastanza uniforme e, comunque, più marcata all’onda lunga che all’onda corta.
Effetti di luminescenza che seguono le direzioni di crescita cubo-ottaedriche in un diamante
La presenza di fosforescenza solitamente persistente (rarissima in natura e atipica nelle pietre incolori) è un buon segno identificativo. Sono infatti i diamanti di tipo IIb estremamente rari in natura (contenenti boro) che presentano questo effetto solitamente di breve durata.
Una caratteristica particolare dei diamanti prodotti con il metodo HPHT è quello di mostrare poche o lievi birifrangenze anomale al contrario dei diamanti naturali. Nei sintetici CVD le birifrangenze anomale sono generalmente simili a quelle dei diamanti di tipo IIa naturali ovvero con una specie di graticcio, spesso orientato secondo la direzione di deposizione dei cristalli.
Esistono però cristalli sintetici CVD di qualità “ottica” (QUINDI OTTICAMENTE PERFETTI ED OMOGENEI) privi di birifrangenze anomale.
Birifrangenze anomale in diamante sintetico HPHT. Quando presenti assumono la forma di una croce
Birifrangenze anomale in diamante sintetico CVD
Identificazione certa solo attraverso tecniche analitiche avanzate
La spettrofotometria IR (infrarosso) è un ottimo aiuto per riconoscere la tipologia del diamante ovvero per verificare la presenza o assenza di tracce di alcuni elementi fondamentali. SI hanno così potenziali informazioni per isolare tipologie di diamante che potrebbero essere compatibili con una produzione sintetica.
I Diamanti sintetici incolori sono di tipo IIa (azoto presente in quantità talmente piccola da non poter essere rilevato strumentalmente con IR), mentre quelli blu, come i loro analoghi naturali, sono di tipo IIb (presenza di boro). La presenza del tipo IIb ovvero di tracce di boro è riscontrabile spesso in moltissimi diamanti sintetici incolori. Sono stati anche visti in commercio diamanti sintetici di colore rosa dovuto ad un post trattamento per irraggiamento e successivo riscaldamento a bassa temperatura. E’ bene ricordare che le prime produzioni, proprio per la presenza di azoto prevedevano colorazioni nel giallo con diverse sfumature di bruno o bruno verdastro. Alcuni diamanti di questo tipo trattati per irraggiamento hanno assunto un vivacissimo colore rosso.
Allo spettrofotomentro UV-VIS-NIR la componente Ib presente nei diamanti sintetici giallo verdi genera un assorbimento a partire dai 500 nm verso l’ultravioletto. Molti diamanti mostrano, una serie di assorbimenti tra 470 nm e 700 nm, dei quali il più evidente è a 658 nm. Questi picchi sono dovuti alla presenza di nickel all’interno della struttura cristallina presente nel catalizzatore. I diamanti incolori sintetici di tipo IIa sono trasparenti sino a 270 nm.
Presenza di elementi come nickel, ferro, alluminio, cobalto, rame o gli altri metalli impiegati nella crescita, possono essere identificati mediante un’analisi chimica con fluorescenza ai raggi X (EDXRF).
Attraverso la Fotoluminescenza è possibile rilevare centri di colore diagnostici grazie alle tracce di impurità presenti quindi riconoscere la natura sintetica.
La osservazione degli effetti di luminescenza ad uv molto corti può essere molto utile per riconoscere i diamanti sintetici.
Quadro della situazione commerciale
I produttori di diamanti sintetico sostengono che:
I diamanti prodotti artificialmente in laboratorio hanno essenzialmente la stessa composizione chimica, struttura cristallina, proprietà ottiche e fisiche dei diamanti estratti dalle miniere: sono quindi diamanti al 100%. L’unica differenza tra i diamanti sintetici e quelli estratti è che uno è stato creato all’interno ed estratto dalla Terra e l’altro è stato creato in un laboratorio all’avanguardia.
Sono numerosi i produttori che sintetizzano diamante soprattutto per scopi industriali.
In gioielleria la dimensione delle gemme sfaccettate ha raggiunto dimensioni decisamente importanti: sono state viste gemme di oltre 10 ct. Ma la maggiore diffusione di questo prodotto si ha su gemme fino ad un max di 2,00 ct e nei lotti melèe (da meno di un punto fino a 0,25 ct).
Costante crescita e diffusione nel settore orafo dell’utilizzo di questo materiale gemmologico, trascinato dall’intensivo e sempre maggiore impiego industriale di questo materiale. Ampiamente utilizzato negli strumenti come superabrasivi, mole, utensili da taglio, strumenti di perforazione e lucidatura, prodotti dell’industria automobilistica, medica, aerospaziale ed elettronica.
Per i costi di manifattura e per importanza di mercato fanno la parte del leone i paesi asiatici, seguiti dal nord America.
Commercialmente stanno avendo un forte spunto e diffusione soprattutto negli USA e in Giappone.
A fornire un forte discapito per chi tratta il naturale, la FTC statunitense (Federal Trade Commission, organo legislativo commerciale) ha permesso che queste sintesi potessero essere chiamate come “grown diamonds”. Ha inoltre stabilito che il “diamante sintetico” è da considerarsi come vero e proprio “diamante” permettendo ai produttori di sintetici di commercializzare i loro prodotti come «reali» / «veri» (real diamonds).
Il resto del mondo e le norme ISO internazionali prevedono che questo materiale gemmologico debba essere chiamato, ai fini della chiarezza nei confronti del consumatore solo come “diamante sintetico” al pari di qualsiasi altra sintesi. Nessuna altra definizione o semplificazione è ammessa. ISO 18323:2015
Il costo di questo materiale è attualmente inferiore al naturale di circa il 30-40% ma sono previste ulteriori diminuzioni dovute ad una sempre maggiore diffusione e alla riduzione dei costi di produzione.
I diamanti sintetici rappresentano attualmente circa Il 2% del mercato globale. Ci si aspetta che entro il 2030 tale quota possa salire al 10%. Per pietre con peso attorno al 0,50-1,50 ct, adatte ad un impiego come solitario ovvero per un anello da fidanzamento la quota del 7,5% potrebbero essere raggiunta già nel 2020.
Per il «melèe» si potrebbe arrivare ad una quota del 15% nei prossimi due anni.
La diffusione di questo materiale nel melèe potrebbe essere intensificata da una progressiva scarsità di diamanti estratti in natura in quanto è attesa la chiusura della miniera di Argyle (ormai quasi esausta) che attualmente fornisce la maggior parte dei diamanti piccoli del mondo.
Difficile quindi fare oggi delle previsioni su quale sarà il reale impatto di questo materiale sul mercato dei preziosi.
Le nuove generazioni sembrano, dagli studi di marketing, positivamente favorevoli all’utilizzo di questo nuovo materiale in ornamentazione.
Il diamante sta perdendo quel fascino di pietra simbolo di rarità e amore eterno per raggiungere sempre più lo status di gemma a larga diffusione. I consumatori iniziano a percepire i diamanti sintetici come allettanti: è possibile avere gemme più grandi a prezzi più bassi e, soprattutto, fare un investimento «privo di sensi di colpa». È attiva una importante operazione mediatica per pubblicizzare queste gemme come maggiormente “etiche” rispetto le naturali. I giovani, essendo giustamente orientati all’ambiente e al non sfruttamento di risorse naturali e soprattutto umane, mostrano maggiore interesse per questo tipo di gemme, rispetto le generazioni precedenti coinvolte maggiormente sulla unicità e rarità del singolo gioiello.
Grossi nomi dello spettacolo e del mondo web come Di Caprio, Lady Gaga, Penelope Cruz o i possessori di Facebook, Twitter e eBay hanno pubblicizzato o persino finanziato strutture per la produzione di diamanti sintetici, credendo nel loro futuro. La Diamond Foundry uno degli ultimi produttori statunitensi comparsi sul mercato ha dichiarato di essere attualmente l’unico produttore di diamanti certificato “carbon neutral”, in quanto i suoi diamanti sono fabbricati in un reattore al plasma ad energia idroelettrica. Sostiene inoltre che: “l’estrazione mineraria ha un impatto ambientale maggiore rispetto a qualsiasi altra attività umana. Per un singolo carato di diamante, devono essere scavate circa 250 tonnellate di terra, e vengono rilasciati notevoli quantità di inquinamento atmosferico con l’emissione pesante di anidride carbonica”.
De Beers attraverso il marchio LIGHTBOX ha iniziato la commercializzazione on-line di linee di gioielleria con diamanti sintetici incolori, azzurri e rosa ad un costo molto basso cercando di accaparrarsi una importante fetta di mercato mondiale. (1.00 ct 800,00 US$ – 0.50 ct 400.00 US$ – 0.25 ct 250.00 US$).
Dagli studi più del 60% degli intervistati sarebbero disposti, interessati all’acquisto di un diamante sintetico su un anello di fidanzamento, per il costo inferiore del materiale permettendo così di avere gemme di dimensione maggiore ad un costo inferiore.
I consumatori con disponibilità economica solitamente più legati al fascino, al mistico all’unico e all’irripetibile…sembrano invece mostrare molto interesse per questo materiale.
I produttori di diamanti sintetici sono stati in grado di interessare i cosiddetti «millennials» promuovendo il Lab Grown Diamond come high-tech, innovativo e pulito.
In tutti gli aspetti della loro vita cercano marchi, aziende e prodotti che ritengono trasparenti, socialmente e rispettosi dell’ambiente.
Il consumatore non crede ormai più nel valore dei diamanti o del gioiello in generale.
Ci sono infatti stati nel tempo diversi fattori che hanno diffuso sfiducia nel settore.
Operatori commerciali poco trasparenti
Scarsa conoscenza dei materiali e del mercato da parte degli operatori
Scarsa resa dei diamanti da investimento
Poche certezze
Occorre però tener conto che: un diamante naturale anche se di brutta qualità avrà sempre un possibile acquirente. Non esiste invece un mercato secondario per i diamanti sintetici, soprattutto perché i commercianti di diamanti attuali tendenzialmente non li trattano. Il «buon affare», il risparmio che si può avere acquistando un diamante sintetico, sfuma quando si pensa al fatto che sarà impossibile rivenderlo.
Al momento il quadro è decisamente confuso, poco chiaro. Gli operatori del mondo, dati gli interessi economici che ruotano attorno al materiale naturale, sono decisamente preoccupati e spaventati dalla improvvisa diffusione e dal numero delle operazioni mediatiche che stanno ruotando attorno al diamante sintetico.
Ma se guardiamo al passato quello che sta accadendo ora è stato promosso nello stesso ed identico modo in passato quando DeBeers all’inizio del secolo scorso attraverso operazioni mediatiche mirate e personaggi dello spettacolo (pensiamo a Marylin Monroe e alla frasi «i diamanti sono i migliori amici delle ragazze» e «li diamante è per sempre») ha diffuso l’uso del diamante in gioielleria in modo che potesse diventare per tutti «simbolo di vero amore eterno».
Quindi difficile dare una risposta al quesito iniziale anzi, possiamo aggiungere ora un altro quesito: “il diamante sintetico potrebbe essere una opportunità?”
Lab-grown diamond: is it a commercial problem for the future?
a speech by Antonello Donini
We are talking about
SYNTHETIC DIAMOND
Crystalized carbon (C) in the cubic system and arranged tetrahedrally within the grid.
As with natural diamond, this configuration gives the material properties that make it unique.
Therefore, we are not speaking of an imitation but of an authentic diamond produced by artificial synthesis methods made by man rather than by nature.
Initial attempts to produce the exact synthetic counterpart of diamond in the laboratory date back to the late 19th century, although the first historical success was recorded in the early 1950s when researchers at the American company, General Electric, synthetized the first small diamond crystals.
About 20 years later, General Electric was also the first to create synthetic diamonds large enough to be used as gems. This success was followed by the Japanese company, Sumitomo, and De Beers in the 1980s and by Russian laboratories in the ‘90s.
Synthesis methods
The HPHT production method
This method is based on the conditions that led to diamond formation in nature, i.e. high pressure and high temperature.
Crystal seeds, a metal alloy/solution (e.g. nickel and iron), which acts as an amalgamate/catalyst, and the nutrient (usually graphite) are placed inside the reaction cell and exposed to high pressure and high temperatures (between 1400 and 1600° C and between 50 and 60 kbars) using heating elements and presses. The carbon dissolves into the amalgamate and then deposits on the crystal seeds in diamond form, usually in a part of the cell where the temperature is lower.
HPHT method BARS
HPHT method TOROID
HPHT method CUBOID
An important problem to face in this synthesis method is keeping any nitrogen responsible for the yellow-green to brown colouring of the synthetized crystals at bay. Using new metal alloys as amalgamates, with the addition of particular elements (such as aluminium, cobalt or copper) fixes the nitrogen so that it cannot go back into the diamond grid. Colourless diamonds (like lla diamonds) or those with a slightly bluish colour due to a very slight quantity of boron (type Ilb), are thus obtained.
CVD SYNTHETIC DIAMONDS
This method has the advantage of taking place at low pressures of about 10-200 torr. A plasma is created in the chamber that breaks the molecule of the methane or other carbon-containing gas. The carbon is then deposited in diamond form on a substrate usually made of tiny diamond seeds.
Useful identification elements
Colourless, CVD synthetic diamonds are generally of the Ila type, i.e. purely carbon.
In order to eliminate any possible brown components in crystalized diamonds that may occur with this method due to dislocations, the stones are subsequently subjected to an HPHT treatment which can eliminate them.
Under the microscope, synthetic HPHT diamonds often show characteristic growth shapes, correlated to sectors of cubic and octahedral growth.
This growth can be found in zonings of various fluorescence or in the colour distribution within the stone that follows these growth sectors. Characteristic inclusions, not always present, are amalgamate residues that look like black and opaque inclusions with a metallic shine.
Colour zoning and structure lines in HPHT synthetic diamonds that follow the growth sectors
Characteristic inclusions, not always present, are amalgamate residues that look like black and opaque inclusions with a metallic shine or large groups of punctiform inclusions (probably minute particles of dispersed amalgamate).
Metal amalgamate inclusions in colourless HPHT synthetic diamonds
Examples of inclusions in HPHT synthetic diamonds
CVD synthetic diamonds can have minute, dark inclusions (carbon residues) with tension streaks probably generated by subsequent heat treatment used to improve the colour of the gems.
Examples of inclusions in CVD diamonds
Many HPHT synthetic diamonds have a typical fluorescence that ranges from yellow to a yellowish green under UVL (365 nm) and UVC (254 nm).
The impurities that are absorbed in the synthetic diamond structure during its growth tend to concentrate in particular growth sectors, that is, they generate characteristic cross-shaped or octagonal fluorescence shape, that are not found in natural diamonds.
Unlike natural diamonds, the reaction is more intense at short wave than long wave.
Natural diamonds generally show a variable degree of quite uniform blue fluorescence (yellow is much rarer and green or pink even more so) which is, in any case, more noticeable at long wave than at short wave.
Luminescence effects that follow cubo-octahedral growth directions in a diamond
The usually persistent presence of phosphorescence (extremely rare in nature and atypical in colourless stones) is a good identification sign. In fact, llb-type diamonds are extremely rare in nature (containing boron) which only usually have this effect for a short time.
A particular characteristic of diamonds produced with the HPHT method is that they have few or only slight abnormal birefringencies, unlike natural diamonds. In CVD synthetic diamonds, abnormal birefringencies are generally similar to those in natural, lla-type diamonds, that is, they have a kind of trellis, often going in the same direction as the crystal deposit.
There are, however, CVD synthetic crystals with an «optic» quality (THEREFORE OPTICALLY PERFECT AND HOMOGENOUS) with no abnormal birefringencies.
Abnormal birefringencies in HPHT synthetic diamond. When present, they are cross-shaped
Abnormal birefringencies in CVD synthetic diamond
Definite identification is only possible with advanced analytical techniques
Infra-red spectrophotometry is ideal for helping to recognize the type of diamond, or rather, to check for the presence or absence of traces of some fundamental elements. IRS thus has the potential information for isolating diamond types that could be compatible with synthetic production.
Colourless synthetic diamonds are type lla (nitrogen in such small quantities that it cannot be detected instrumentally with IR), while blue diamonds, like their natural counterparts, are type llb (presence of boron). Type llb, or rather, traces of boron, can often be found in many colourless synthetic diamonds. Pink synthetic diamonds have also been seen on the market due to a subsequent irradiation treatment and heating at low temperatures. It should be remembered that, due to the presence of nitrogen, the initial productions foresaw yellow colouring in various shades of brown or greenish-brown. Some diamonds of this type, treated with irradiation, have been known to become a very bright red.
In UV-VIS-NIR spectrophotometry, the lb component in yellow-green synthetic diamonds generates an absorption that starts at 500 nm and goes towards ultraviolet. Many diamonds show a series of absorptions, between 470 nm and 700 nm, with a more evident absorption at 658 nm. These peaks are due to the presence of nickel within the crystalline structure in the catalyst. lla-type colourless synthetic diamonds are transparent up to 270 nm.
The presence of elements like nickel, iron, aluminium, cobalt, copper or other metals used in the growth, can be identified through chemical analysis with X-ray fluorescence (EDXRF).
Centres of diagnostic colour can be detected through photoluminescence due to traces of impurities. In this way the synthetic nature can be recognized.
Observing the effects of luminescence under extremely short uv can be very useful in recognizing synthetic diamonds.
Overview of the market situation
Synthetic diamond producers claim that:
Lab-grown diamonds essentially have the same chemical composition, crystalline structure, optical and physical properties as diamonds extracted from mines: they are, therefore, 100% diamonds. The only difference between synthetic and mined diamonds is that one was created within the Earth and extracted while the other was created in a cutting-edge laboratory.
Numerous producers synthetize diamond above all for industrial purposes.
In jewellery, the size of multi-faceted gems has reached decidedly significant dimensions: gems of over 10 ct have been seen. But the greatest distribution of this product is with gems up to a maximum of 2.00 ct and in melee lots (from less than a dot to up to 0.25 ct).
Constant growth and distribution of this gemmological material in the jewellery sector is towed by its intensive and ever-greater use in industry. It is widely used in instruments such as super sanders, grinding wheels, cutting tools, tools for drilling and polishing, products used in the automobile, medical, aerospace and electronic industries.
Due to their manufacturing costs and market importance, synthetic diamonds play a leading role in Asian countries, followed by North America.
Commercially-speaking, they are receiving considerable success and distribution in the USA and Japan.
As a detrimental measure against those dealing in the natural stone, the American FTC (Federal Trade Commission, the legislative trade authority) has allowed these synthetic stones to be called “grown diamonds”. It has also established that «synthetic diamond» is to be considered as real «diamond», thus allowing the synthetic stone producers to market their products as «real» / «true» diamonds.
The rest of the world and the international ISO standards foresee that, for the purposes of clarity and the consumers’ benefit, this gemmological material should only be called “synthetic diamond” the same as any other type of synthetic product. No other definition or simplification is allowed. ISO 18323:2015
The cost of this material is currently 30-40% lower than natural stone but further reductions are foreseen due to its ever-greater distribution and a reduction in production costs.
Synthetic diamonds currently represent about 2% of the global market. It is expected that, by 2030, this share will have risen to 10%. For stones that weigh around 0.50-1.50 ct, suitable to be used as solitaires, that is, for engagement rings, a 7.5% share could already be reached in 2020.
The share could reach 15% in the next two years for «melee».
The distribution of this material in melee could be intensified by a progressive scarcity of diamonds extracted from mines, since the Argyle mine, which currently supplies the majority of the world’s small diamonds, is soon to be closed (almost totally exhausted).
It is therefore difficult at this moment in time to predict exactly how this material will affect the jewellery market.
From marketing studies, it would seem that new generations are positively in favour of using this new material in personal ornamentation.
The diamond is losing its appeal as a symbol of rarity and eternal love and is becoming a highly common gem. Consumers are beginning to see synthetic diamonds as desirable: they can have much larger gems at lower prices and, above all, make an investment «without feeling guilty». Considerable media campaigns to publicize these gems as much more ‘ethical’ than their natural counterparts, are underway. The younger generations, rightly oriented towards the environment and the non-exploitation of natural and, above all, human resources, are showing greater interest in this type of gem compared to past generations, who were more greatly concerned about the uniqueness and rarity of each jewellery item.
Big names from the entertainment and web worlds, such as Di Caprio, Lady Gaga, Penelope Cruz or the owners of Facebook, Twitter and eBay, have publicized or even financed synthetic diamond production facilities, believing in their future. The Diamond Foundry, one of the latest US producers to appear on the market, has declared itself as the only producer currently supplying certified «carbon neutral» diamonds, since its stones are made in a hydroelectrically-powered plasma reactor. The company claims that: “mine extraction has a greater impact on the environment than any other human activity. For every single carat of diamond mined, about 250 tons of earth must be excavated and this releases a considerable amount of atmospheric pollution with heavy carbon dioxide emissions.”
Through its LIGHTBOX brand, De Beers has started the on-line sale of a line of colourless, blue and pink synthetic diamond jewellery at a much lower cost, trying to secure a significant share of the global market (1.00 ct 800.00 US$ – 0.50 ct 400.00 US$ – 0.25 ct 250.00 US$).
More than 60% of those interviewed in studies would be willing to buy, or interested in buying, a synthetic diamond for an engagement ring due to the lower cost of the material which would allow them to have a larger stone at a lower cost.
Consumers with financial resources, traditionally more bound to the charm and mysticism of the unique and unrepeatable … now seem to be showing a lot of interest in this material.
Synthetic diamond producers have been able to arouse the interest of the so-called «millennials» by promoting Lab Grown Diamonds as high-tech, innovative and clean.
In every aspect of their lives, Millennials look for brands, companies and products that they believe to be transparent, social and respectful of the environment.
Nowadays, consumers no longer believe in the value of diamonds or of jewellery in general. In fact, several factors have spread mistrust in the sector over the years.
Traders that lack transparency
Traders with a poor knowledge of the materials and market
Poor investment yield on diamonds
Few certainties
We must, however, bear in mind that: a natural diamond, even if poor in quality, will always have a potential buyer. There is, on the other hand, no secondary market for synthetic diamonds, especially since diamond traders currently tend not to deal in them. The «good bargain» aspect, or rather, the savings made on buying a synthetic diamond, becomes less tangible when you consider the fact that it will not be possible to re-sell it.
At the moment, the outlook is decidedly confusing and unclear. World traders, given the economic interest that rotates around the natural material, are decidedly concerned and scared about the sudden distribution and by the number of media campaigns that feature synthetic diamond.
But, if we look at the past what is happening now was promoted in exactly the same way before when, at the beginning of the last century, DeBeers, through targeted media campaigns and movie stars (we could mention Marylin Monroe and phrases like «diamonds are a girl’s best friend» and «diamonds are forever»), disseminated the use of diamonds in jewellery so that they could become a «symbol of true and eternal love» for everyone.
It is therefore hard to answer the initial question but perhaps we could now pose another: “could synthetic diamond be an opportunity?”
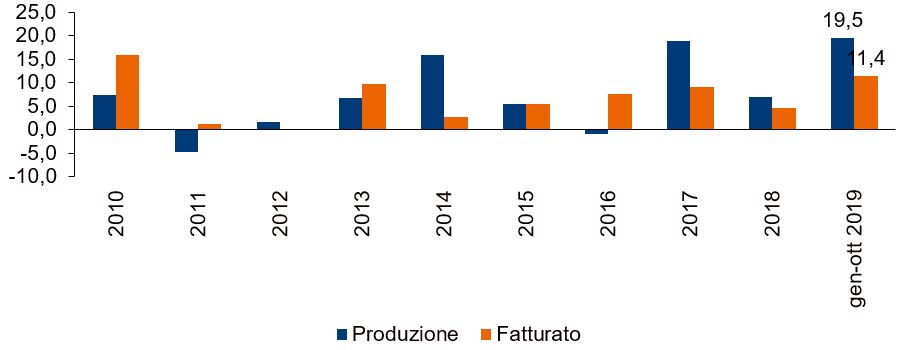
Secondo i dati ISTAT la produzione del settore gioielleria e bigiotteria ha registrato nei primi 10 mesi del 2019 una nuova forte crescita: +19,5%, per il terzo anno consecutivo.
In forte aumento anche il fatturato: +11,4% tra gennaio e ottobre 2019. Il fatturato è in crescita per il decimo anno consecutivo.
Evoluzione del fatturato e della produzione del settore orafo (var.%)
Settore orafo: codice ATECO 32.1 *2018: gennaio – novembre Fonte: Intesa Sanpaolo, elaborazioni su dati Istat
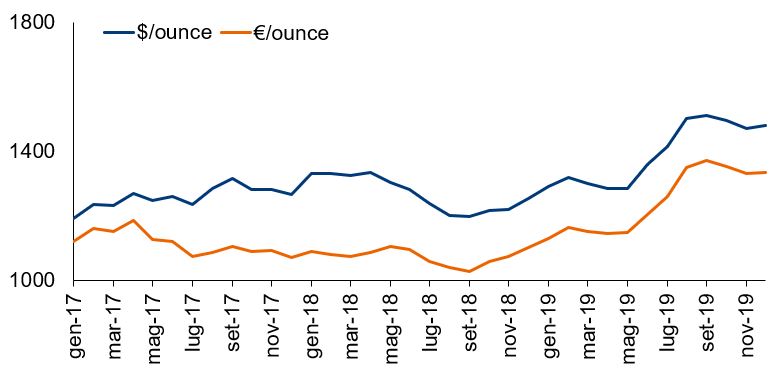
Prezzo dell’oro in crescita…
A partire dal mese di maggio la forte incertezza nello scenario globale ha comportato una significativa crescita del prezzo dell’oro che ha superato rapidamente i 1500 dollari oncia tra agosto e settembre per poi posizionarsi su livelli superiori alla media del 2018. Nella media del 2019 il prezzo dell’oro è aumentato del 15,9% in euro e del 9,7% in dollari.
Quotazioni mensili dell’oro
Fonte: elab. Intesa Sanpaolo su dati LME
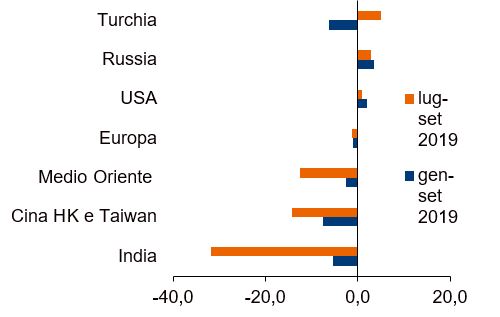
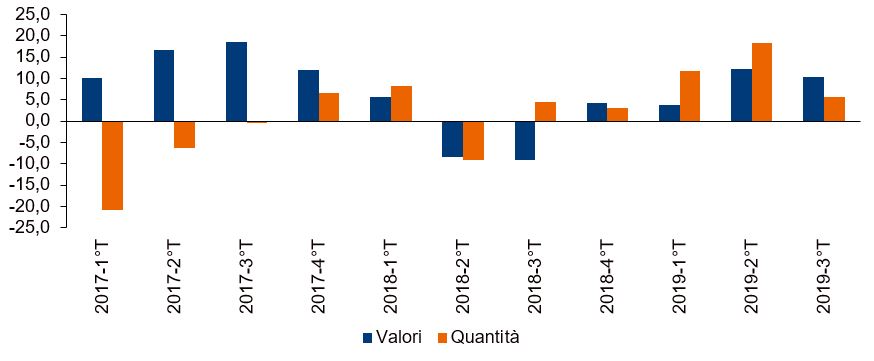
…con effetti negativi sulla domanda mondiale
La domanda mondiale di gioielli in oro ha reagito rapidamente al nuovo quadro dei prezzi, registrando una significativa contrazione nel terzo trimestre (-15,6%), in particolare sui due principali mercati (Cina e India) ed in Medio Oriente.
Domanda mondiale di gioielli in oro: var.% tendenziali (tonnellate)
Domanda mondiale di gioielli in oro: var.% tendenziali per paese
Fonte: Intesa Sanpaolo sudati World Gold Council – Gold Demand Trends
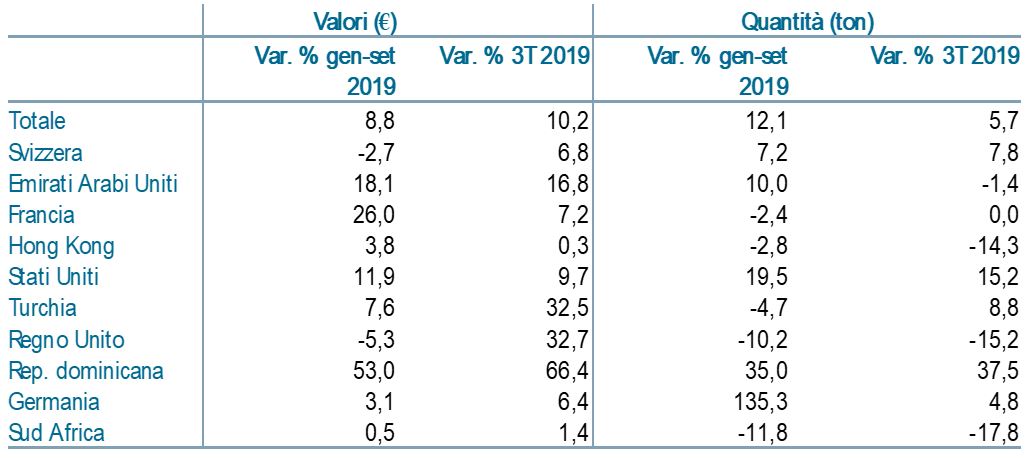
Ottime performance per l’export italiano…
Nei primi nove mesi del 2019, le esportazioni di gioielli in oro sono cresciute del 12,1% in quantità e dell’8,8% in valore in euro.
Evoluzione delle esportazioni di gioielli in oro (var.% tendenziale)
* Codici HS 711319 per oro e altri preziosi Fonte: Intesa Sanpaolo, elaborazioni su dati Istat
…con risultati positivi diffusi a (quasi) tutti i mercati…
Evoluzione delle esportazioni italiane di gioielli in oro (var.% tendenziale)
* Codici HS 711319 per oro e altri preziosi Fonte: Intesa Sanpaolo, elaborazioni su dati Istat
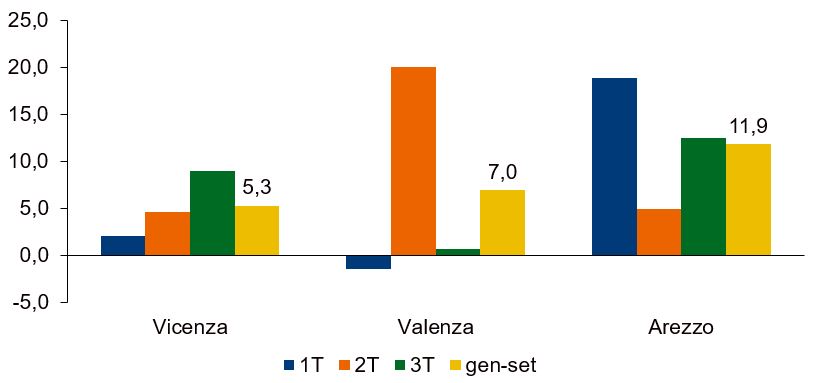
…e i distretti
Le esportazioni provinciali sono disponibili solo a livello più aggregato (inclusa la bigiotteria) e solo in valore (e non in quantità). Tutti i territori hanno registrato una evoluzione positiva, con risultati più brillanti per Arezzo.
.
Esportazioni italiane di gioielli e bigiotteria* nel 2019 (var.%)
*Codice 32.1 Fonte: elab. su dati ISTAT
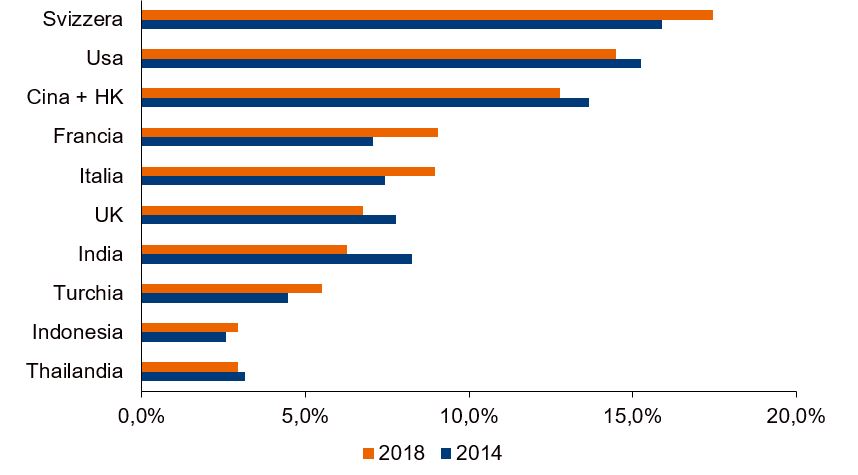
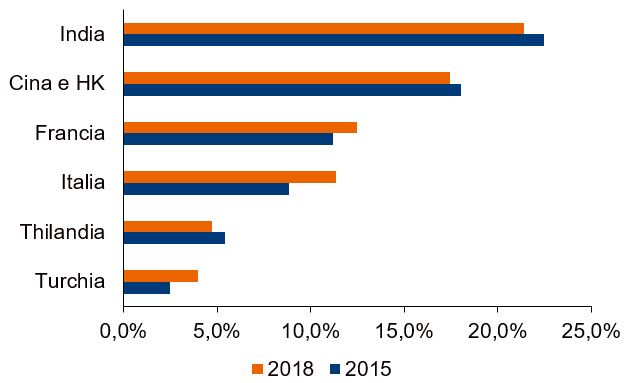
Il successo del lusso traina Svizzera, Francia e Italia
Quote sulle esportazioni mondiali di gioielli in oro* (%) N.B. Al netto dei flussi verso e dagli Emirati Arabi Uniti e tra Cina e Hong Kong *Codice 711319 Fonte: elab. su dati UNCTAD Comtrade
Ottimi risultati negli USA
Quote sulle importazioni USA di gioielli in oro* (%) *Codice 711319 Fonte: elab. su dati US Trade
Le prospettive per i prossimi mesi
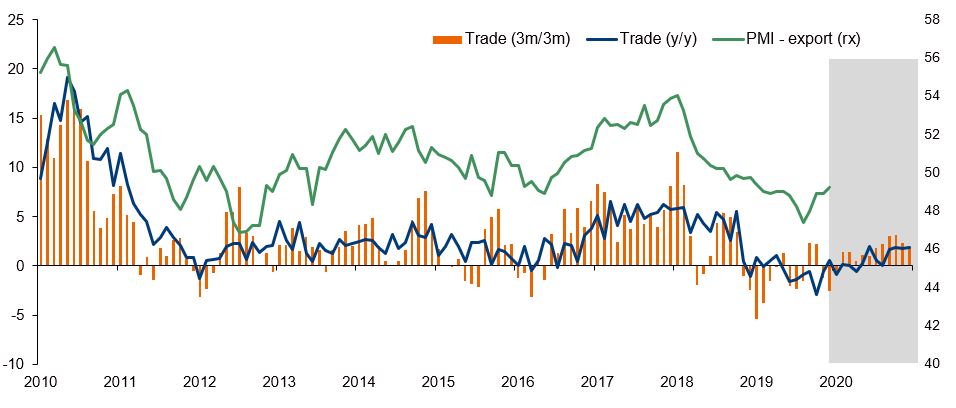
Commercio mondiale in ripresa, ma trend di crescita modesto
Le variazioni sono calcolate sull’indice mensile di commercio mondiale CPB. L’area ombreggiata indica le proiezioni. Fonte: elaborazioni Intesa Sanpaolo
Le previsioni al 2021
Lieve ripresa nel primo semestre 2020 ma dato annuo inferiore al 2019 a causa di un effetto trascinamento penalizzante.
Attesa una leggera accelerazione (dei dati annui) nel 2021, anche grazie agli accordi sul commercio.
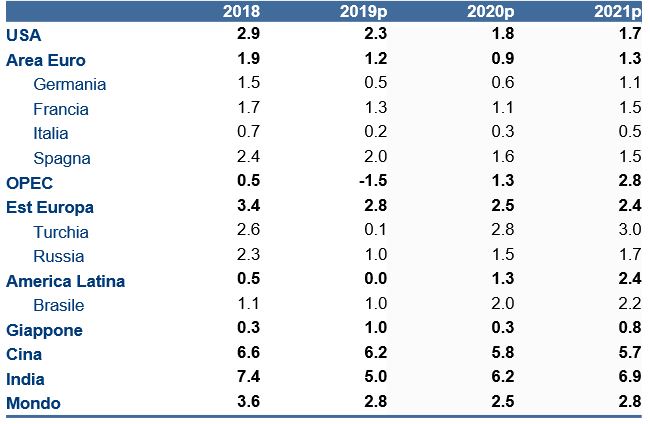
Le previsioni di crescita del PIL
Fonte: Refinitiv-Datastream ed elaborazioni Intesa Sanpaolo
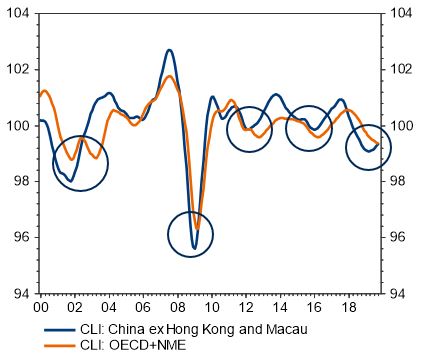
Dall’Asia i primi segni di stabilizzazione del ciclo
L’indice anticipatore OCSE per la Cina conferma la svolta
Fonte: OECD
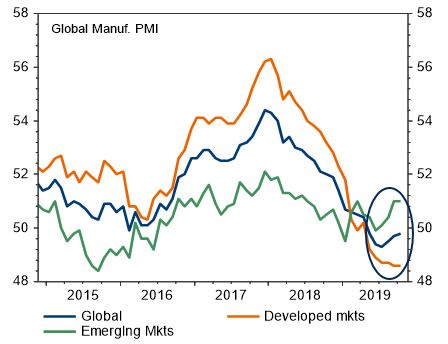
PMI manifatturiero Globale beneficia della ripresa dei Paesi emergenti
Fonte: IHS Markit
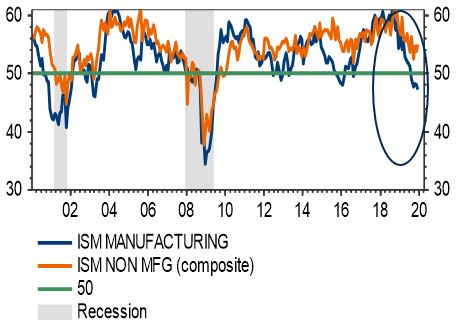
Ciclo USA: rallentamento controllato
Crescita verso il potenziale
Fonte: Refinitiv-Datastream
Manifatturiero in via di stabilizzazione
Fonte: Refinitiv-Datastream
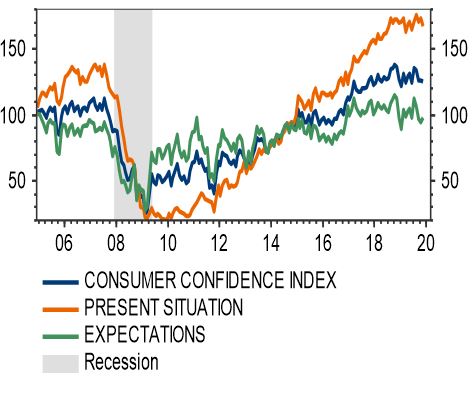
I consumatori sono ottimisti
Crescita dei consumi sostenuta da una dinamica solida del reddito disponibile
Fonte: Refinitiv Datastream
Le famiglie sono molto ottimiste
Fonte: Refinitiv Datastream
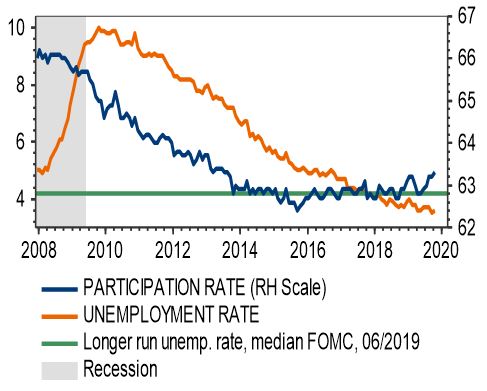
Il mercato del lavoro è la forza trainante dei consumi: disoccupazione sui minimi dal 1969
Il tasso di disoccupazione è sui minimi da fine 1969…
Fonte: Refinitiv Datastream
…con la dinamica salariale in accelerazione
Fonte: Refinitiv Datastream
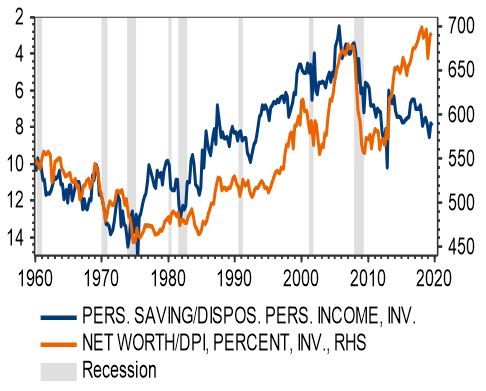
I bilanci delle famiglie sono finalmente in ordine
Ricchezza netta in continuo aumento e tasso di risparmio sui livelli degli anni ‘90
Fonte: Refinitiv Datastream
Le famiglie hanno ridotto il loro debito, le imprese e il settore pubblico no
Fonte: Refinitiv Datastream
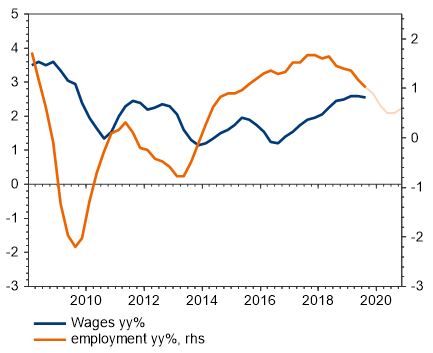
Area euro: domanda interna sostenuta da redditi reali e politiche fiscali
Crescita salariale e occupazione sostengono redditi e consumi
Fonte: Eurostat e proiezioni Intesa Sanpaolo
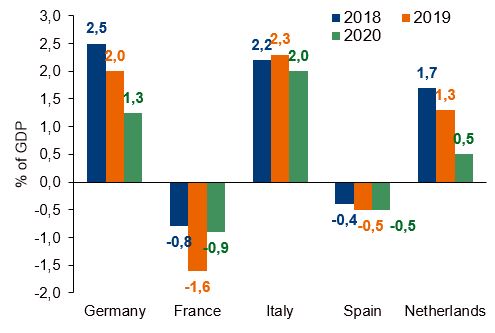
Saldo primario corretto per il ciclo: i budget 2020 mostrano un modesto allentamento (0,3% a livello di Eurozona)
Fonte: Commissione Europea
Domanda estera più favorevole nel 2020
Per l’area euro la domanda estera dovrebbe riprendersi parzialmente nei prossimi trimestri
Fonte: stime Intesa Sanpaolo e Oxford Economics
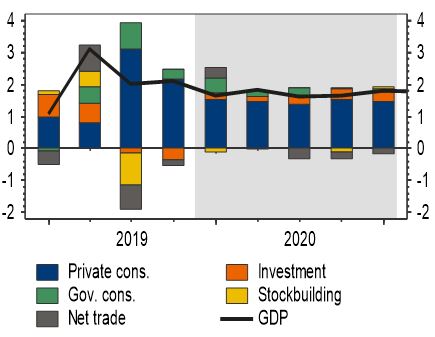
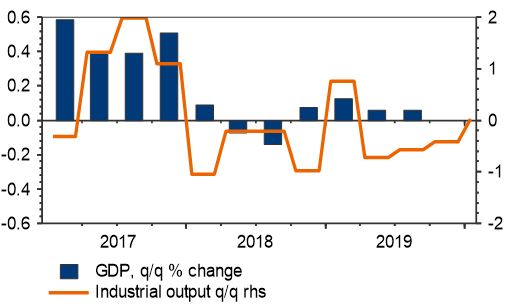
Italia: crescita ancora modesta
Per il 2020 ci aspettiamo una lieveaccelerazione a 0,3% (0,4% non corretto per i giorni lavorativi), dallo 0,2% del 2019.
Attesa una crescita dello 0,5% nel 2021.
Il PIL è cresciuto negli ultimi trimestri nonostante una contrazione dell’attività industriale
Fonte: Refinitiv-Datastream, Istat ed elaborazioni Intesa Sanpaolo
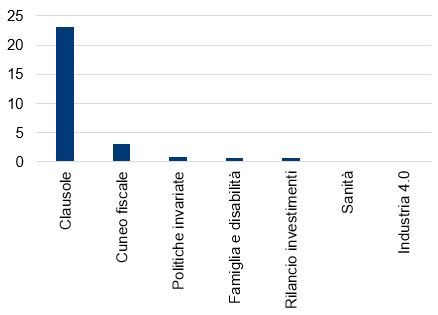
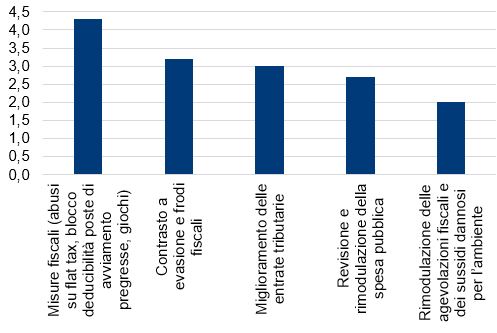
Legge di bilancio: risorse destinate al blocco dell’IVA
Le modifiche dell’ultim’ora hanno visto un alleggerimento e un rinvio a luglio della plastic tax, uno slittamento a ottobre della sugar tax e un sostanziale azzeramento della stretta sulle auto aziendali. La manovra è salita a 32 miliardi.
Interventi (impatto in miliardi sul 2020)
Coperture (impatto in miliardi sul 2020)
Nota: effetto sull’indebitamento netto in miliardi Fonte: elaborazioni Intesa Sanpaolo su DPB 2020
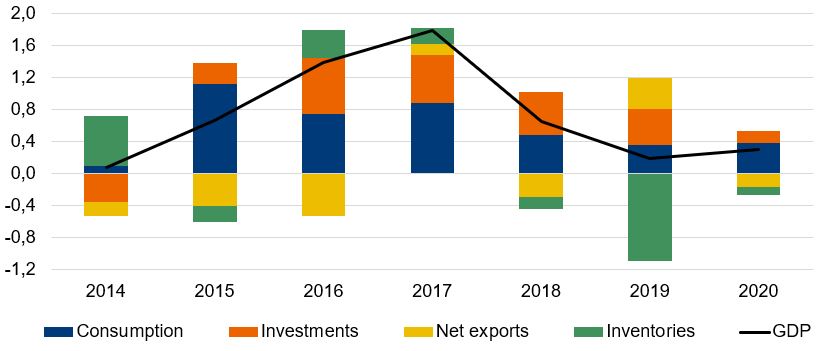
Tenuta dei consumi grazie ad una buona dinamica del reddito disponibile
Contributi alla crescita delle varie componenti del PIL
Fonte: Refinitiv-Datastream, Istat ed elaborazioni Intesa Sanpaolo
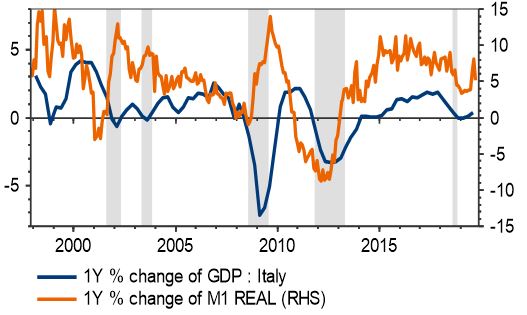
Un ritorno alla crescita è possibile nel medio termine
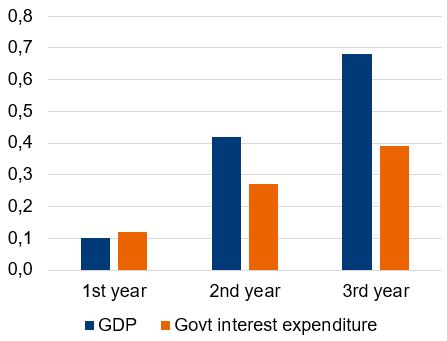
Il calo dei tassi di interesse comporta, oltre a risparmi per lo Stato, anche una spinta alla crescita del PIL
La ri-accelerazione degli aggregati monetari (la cui svolta ha sempre anticipato quella del ciclo) fa sperare in un ritorno alla rescita del PIL nel medio termine
Nota: effetti cumulati di un calo di 100 punti-base dei rendimenti sui titoli di Stato a medio e lungo termine (circa in linea con quello registrato negli ultimi 6 mesi) sul PIL (deviazioni % rispetto al baseline) e sulla spesa per interessi della PA (in % del PIL).
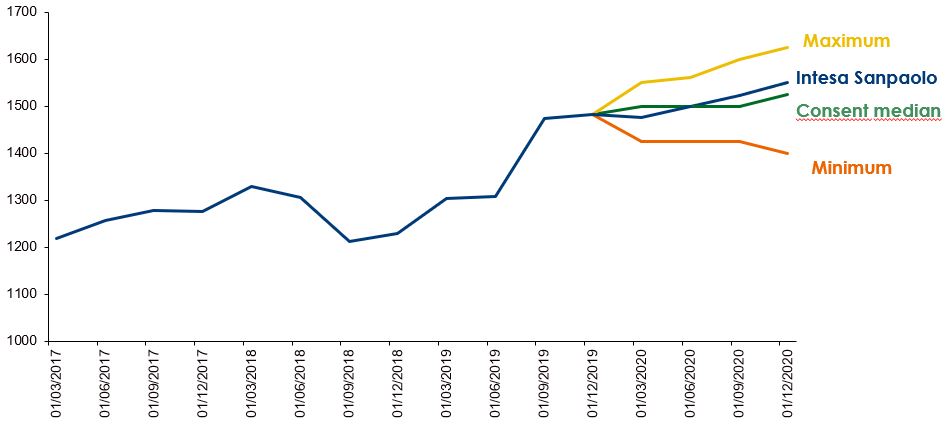
L’incertezza geopolitica dovrebbe continuare anche nel 2020 a sostenere il prezzo dell’oro che nelle nostre attese dovrebbe proseguire il percorso di consolidamento, rimanendo nella media del 2020 intorno ai 1500$/oncia troy, con potenziali rischi al rialzo derivanti dall’ampia liquidità sui mercati e da politiche monetarie espansive in tutte le aree.
Prezzo dell’oro ($/oncia troy) Fonte: elab. su dati LME
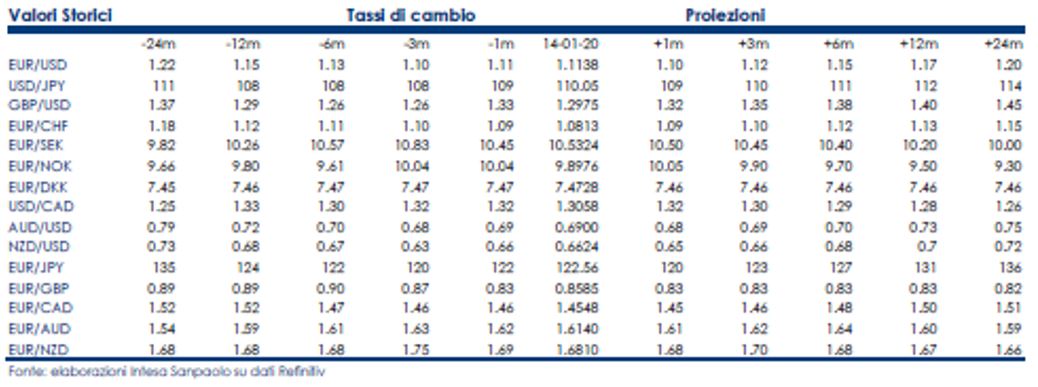
Euro in lieve apprezzamento su USD in un orizzonte di 12 mesi
Fonte: Intesa Sanpaolo
Importanti comunicazioni
Gli economisti che hanno redatto il presente documento dichiarano che le opinioni, previsioni o stime contenute nel documento stesso sono il risultato di un autonomo e soggettivo apprezzamento dei dati, degli elementi e delle informazioni acquisite e che nessuna parte del proprio compenso è stata, è o sarà, direttamente o indirettamente, collegata alle opinioni espresse.
La presente pubblicazione è stata redatta da Intesa Sanpaolo S.p.A. Le informazioni qui contenute sono state ricavate da fonti ritenute da Intesa Sanpaolo S.p.A. affidabili, ma non sono necessariamente complete, e l’accuratezza delle stesse non può essere in alcun modo garantita. La presente pubblicazione viene a Voi fornita per meri fini di informazione ed illustrazione, ed a titolo meramente indicativo, non costituendo pertanto la stessa in alcun modo una proposta di conclusione di contratto o una sollecitazione all’acquisto o alla vendita di qualsiasi strumento finanziario. Il documento può essere riprodotto in tutto o in parte solo citando il nome Intesa Sanpaolo S.p.A.
La presente pubblicazione non si propone di sostituire il giudizio personale dei soggetti ai quali si rivolge. Intesa Sanpaolo S.p.A. e le rispettive controllate e/o qualsiasi altro soggetto ad esse collegato hanno la facoltà di agire in base a/ovvero di servirsi di qualsiasi materiale sopra esposto e/o di qualsiasi informazione a cui tale materiale si ispira prima che lo stesso venga pubblicato e messo a disposizione della clientela.
The importance of grain size in jewelry alloys and its control
a speech by Chris Corti
Abstract
Control of grain (crystal) size in jewellery manufacture is important for several reasons. It affects the properties of the alloys – mechanical, chemical and physical. These, in turn, influence the manufacturing process and the jewellery’s behaviour during wear by the customer. There are a number of ways grain size (and shape) can be controlled in precious metal jewellery alloys – by casting, working and annealing and by use of alloying additives that refine the grain size during casting and during working and annealing. These are reviewed and discussed in terms of their mechanisms, ease of use and their effectiveness. Some of the problems that can arise from lack of control will also be discussed. The focus of the presentation will be on gold alloys but all precious metals are considered.
Introduction
Anyone involved in the making of jewellery should have an appreciation of the nature of the metals and alloys with which they work and understand how alloying and processing of the metals influences the microstructure and consequently their properties. For jewellery, we focus on the alloys of the precious metals – gold, silver, platinum and palladium, all four of which are inherently ductile metals – but what I say is of general validity and applies to most metals.
Two fundamental points to understand are that1:
Alloy composition, microstructure and processing history are interrelated, Figure 1, and jointly influence an alloy’s properties, be they chemical (e.g. corrosion and tarnish resistance), physical (e.g. density, colour) or mechanical (e.g. strength, malleability, hardness). These, in turn, influence manufacturability and service performance.
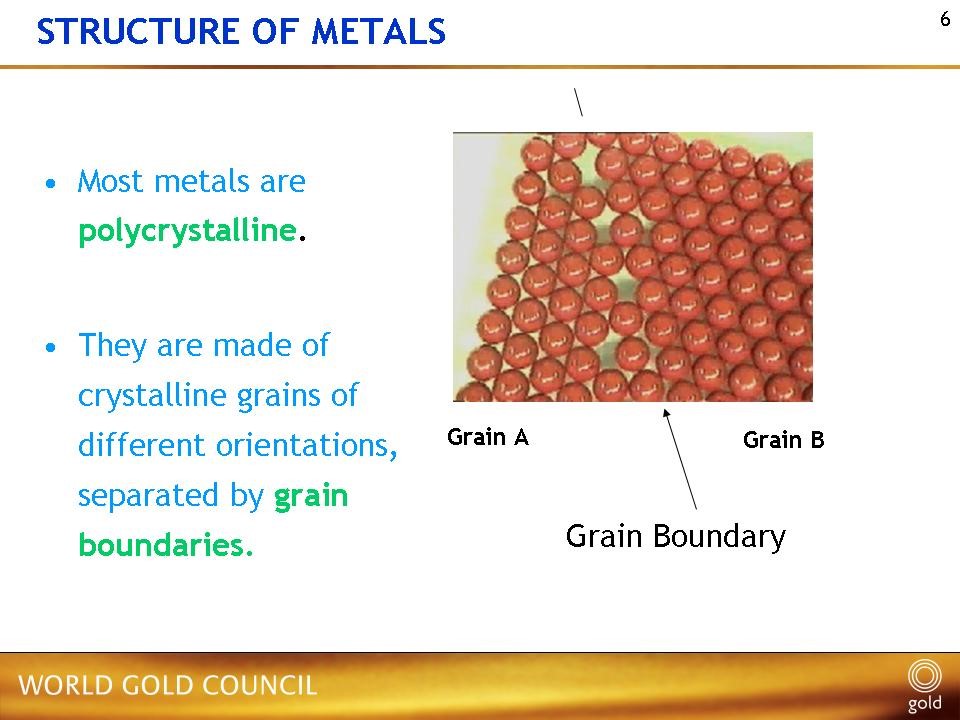
Most metals and alloys are composed of many crystals, or grains as we metallurgists call them; thus, most alloys are polycrystalline. There are some rare exceptions such as single crystal aero turbine blades and amorphous or glassy metals.
In this presentation, I want to focus on alloy macro- and micro-structures, particularly grain size and shape. How we can influence them by casting, alloying and by mechanical working and annealing? Why are they important?
Figure 1 – Interrelationship of alloy composition, microstructure and processing history on properties (schematic)
Importance of grain size to jewelry
As jewellers attending this Jewellery Technology Forum will know, metallurgists pay some attention to the crystal, or grain, size in their alloys. We talk about ‘large (or coarse) grains’ or small (or fine) grain sizes and generally state the desirability of the latter in terms of jewellery production. The terms ‘large’ and ‘small’ are, of course, relative. But for practical purposes, ‘Large’ will usually mean grains of the order of millimetres or larger and ‘small’ will refer to grain sizes of the order of tenths or hundredths of a millimetre (1 – 100 microns). You may also hear of grain sizes referred to in terms of an ASTM numerical value. This is a comparative method of measuring grain size. The higher the number, the smaller is the grain size.
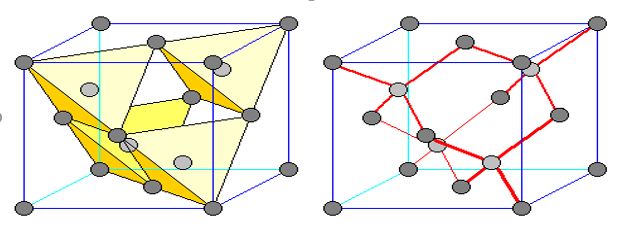
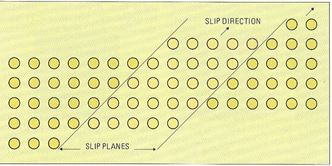
Why is control of grain size (and shape) important? Well, it is down to the relation between the grains (crystals) and the grain boundaries – the region at the junction of adjacent grains – and their relative influence on mechanical deformation processes. Grain boundaries are where the atoms sitting on the crystal lattices of adjacent grains do not match across together, creating a narrow region of imperfect crystal, Figure 2. Often, these can be a preferred site for deleterious impurities and second phases, leading to embrittlement. At low or ambient temperatures, the deformation process under an imposed load is governed mainly by the dislocation slip mechanism within each grain (dislocations are linear crystal defects responsible for deformation on crystal slip planes). Without going into deep explanations, the outcome is that alloys with finer grains are stronger than those with large grains, and this effect is expressed by the Hall-Petch relationship in which yield strength, σy.s., is inversely related to the grain size squared:
σy.s. = m/d2
where d is the average grain diameter and m is a constant. The yield strength of a material (known also as the Elastic Limit or proof stress) is the stress required to start plastic deformation and is smaller than the ultimate tensile strength (‘UTS’).
Thus, the jewellery is stronger and harder if it is fine-grained and, beneficially, it is also more ductile and less prone to cracking, impurity embrittlement and the ‘orange peel’ surface after deformation. As jewellery is generally only subject to relatively simple stresses (loads) at ambient temperatures, whether in a production environment or in service, a fine grain size is therefore desirable. This is generally true for other non-precious engineering components such as sheet steel for car bodies and white goods.
Figure 2 – Schematic of a grain boundary, showing the mismatch of crystal structure at the boundary
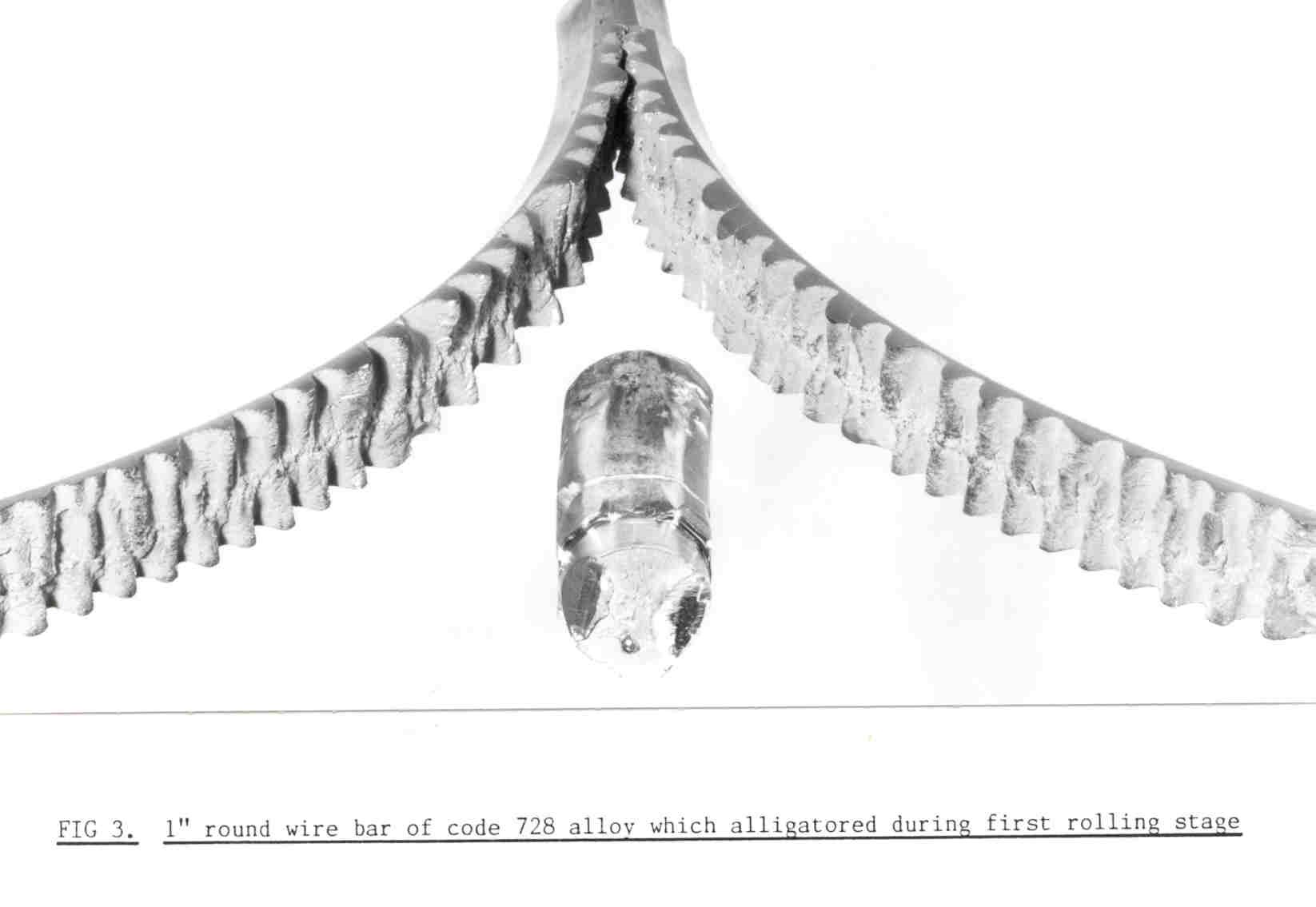
On the other hand, engineering components can be subjected to often-complex stresses over long periods at high temperatures; for example, turbine blades and disks in jet engines and boiler tubes in utility power stations. At these high temperatures, the main deformation mechanisms are phenomena such as creep and fatigue. Creep is the slow deformation under a steady low stress or load and fatigue is the mechanical failure under an alternating load. The lead sealing on a tiled church roof is actually at a hot working temperature and so slowly creeps under its own weight. Under such conditions, the grain boundaries are weaker and grains can slide over each other; hence, a large grain size is preferred as there is relatively less grain boundary area. In the ultimate, such as gas turbine blades, we prefer to eliminate grain boundaries, so we find use of directionally solidified alloys and even single crystal alloys for optimum creep and fatigue strength. An extreme of fine grain sizes is a phenomenon known as superplastic deformation, whereby alloys with stable, fine grain sizes can be gently deformed at temperature under low stresses to very large deformations, just like Swiss cheese fondue. Several titanium aircraft components of complex shape are manufactured by this technique including the very large fan blades on Rolls Royce jet engines. Interestingly, fine-grained sterling silver can be superplastically deformed under the right conditions2 and I would expect some other precious metal alloys also to do likewise. But to date, that ability has not been developed or commercially exploited in our industry.
Examination of microstructure: metallography
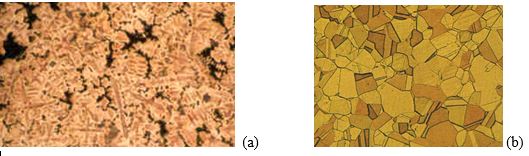
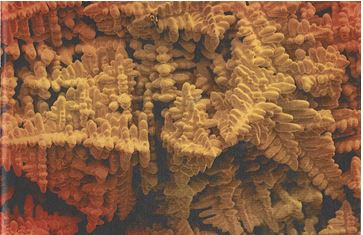
As many of you will also know, we can examine the microstructure and measure the grain size of a piece of jewellery metal; due to the scale of this, it is often performed under an optical microscope. The process of examining grain size and general microstructure is called ‘metallography’. Figure 3 shows the microstructure of both as-cast and cold worked and recrystallized gold alloys. There are obvious differences in appearance and these will be explained later.
Figure 3 – Microstructure of typical karat gold alloys (a) as cast, (b) worked and annealed
Normally, if we wish to examine the macrostructure or microstructures of an alloy, we need a flat polished surface as optical microscopes have a limited depth of focus. In order to expose the features such as grain boundaries and second phases, we often need to etch the surface with a corrosive liquid such as acid. As grain boundaries are less perfect than the crystals, they etch preferentially to reveal themselves. As different crystals are oriented in different directions relative to the plane of the surface, they also etch at different rates and so appear of different contrast or colour to the eye. Where more than one phase is present, these also etch differently and usually show themselves as different colours or shades of darkness.
If we need greater magnification than we can get in an optical microscope to see the features of interest or we have an uneven surface such as a fracture, then we use a scanning electron microscope. Here flatness of the surface is not such an issue as in optical light microscopy and we can often see different phases by atomic number contrast, without the need for etching (see figure 22 in reference 3, for example)3,4. The heavier elements appear whiter under the SEM and the lighter ones darker, so giving rise to differences in contrast with varying alloy phase composition.
Casting
Melting and casting is a process for producing alloys of the desired composition and also for specific shapes. These can be either net shapes, as in investment (lost wax) casting, or stock materials, i.e. ingots, that can be further processed to modify the shape, structure and properties. Casting involves melting and the solidification of molten metal. Subsequent mechanical processing of ingot materials enables us to break down coarse, non-uniform structures to more desirable refined structures better suited to the purposes that we require in manufacture and in subsequent service and generally have improved, more consistent properties.
The structure of cast alloys depends on the rate at which we cool and solidify the metal which, in turn, depends on the size of the casting and the thermal conductivity of the mould material. Thus, the structure of large ingots will differ from that of small investment castings. We will explore the influence of casting conditions shortly.
Influence of solidification on grain size and shape
As has been mentioned before5,6, pure metals solidify at a fixed temperature; for example gold solidifies at 1064°C and silver at 962°C. Most alloys*, on the other hand, solidify over a temperature range: the liquidus temperature is the temperature above which the alloy is completely molten and is the temperature at which solidification starts on cooling; the solidus is the temperature at which solidification is completed and thus below this temperature the alloy is completely solid. Between the liquidus and solidus, alloys comprise some liquid and some solid, often known as the ‘mushy’ or pasty state. The characteristics of solidification and the resulting structure are influenced by the temperature gap between the liquidus and solidus and the overall phase diagram for the alloy system.
[*There are a few exceptions, such as eutectic alloys which also solidify at a fixed temperature like the pure metals]
To understand the process of solidification, it helps to understand the atomic structure of liquids and how atoms coalesce to form solid material. The liquid state comprises mobile atoms in a dynamic, unstructured state. Some atoms will come together briefly to form a small cluster but these quickly break up.
As we cool a liquid (molten metal in our case), small clusters of atoms come together and stay together to form a nucleus. The formation of nuclei tends to occur at preferred sites such as a mould wall or at impurity particles/inclusions but can occur randomly in the melt. As the temperature falls, more atoms join the small stable clusters of atoms that comprise the nuclei in a structured way that is the crystal lattice of that metal or alloy. For our precious metals, that will be in the face-centred cubic arrangement discussed in another presentation1. These are the embryonic crystals (crystallites) that will make up our alloy. A fast cooling rate during solidification will lead to more nuclei forming and consequently, because each nuclei develops into a crystal or grain, a fine grain size results. A slow cooling rate leads to less nuclei forming and a resultant larger grain size. We should note that nucleation at inclusion particles is how insoluble grain refiners like iridium and ruthenium work in gold alloys, for example, by promoting nucleation.
These nuclei grow by adding more atoms from the liquid. They do so in preferred crystal directions, extending from the cube faces and branching out as the crystal grows. This results in a tree-like structure that we call a dendrite. All the nuclei grow into dendrites, each of which will have an orientation dependent on the orientation of the original nucleus. Each dendrite continues to grow until it collides with an adjacent dendrite. The interface between them forms a boundary. This we call the crystal boundary, or more usually, a grain boundary. Here, the atoms on each lattice do not fit together cleanly, so creating a thin region of imperfect crystal, as we have discussed earlier. Figure 4 shows some dendrites in a platinum alloy7. We can clearly see several dendrites, each pointing in different directions. We often see such dendrites in shrinkage cavities in investment casting. Provided there is feeding of more liquid metal, the spaces between dendrites eventually fill up to give solid metal. If there is restricted feed, then shrinkage cavities (porosity) will result.
Figure 4 – SEM image of dendrites in Pt-Ru alloy, seen in a shrinkage cavity (from reference 7)
If we examine an etched metallographic section of a cast metal under the microscope, such as shown in Figure 3, we can clearly see the dendritic structure. We also note that the dendrite centre etches up differently to the outer zone; this is due to chemical segregation, whereby the metal that solidifies first has a different chemical composition from that which solidifies last. This is known as ‘coring’. Why that is so, we can readily explain from the phase diagram6.
When we pour molten metal into a mould, it begins to solidify inwards from the mould walls as this is the coldest temperature. If a cold metal (e.g. iron) mould is used, as is usual for ingot casting, the rate of heat removal is rapid. Initially, a thin layer of fine grains is formed – the chill layer – because of the high rate of nucleation. Then long finger-like grains – called columnar grains – begin to grow inwards from the chill layer towards the centre of the ingot, Figure 5.
Figure 5 – Solidification proceeds inwards from the colder mould walls
Figure 6 – Grain structure of ingots cast into metal moulds at a relatively high pouring temperature
If the metal casting temperature is relatively high, this columnar growth will extend into the centre of the ingot, Figure 6. This is not a good structure if you are going to roll the ingot to plate or sheet, as it may split down the middle (known as alligatoring, Figure 7), as this is also where impurities will tend to concentrate as it is the last metal to solidify.
Figure 7 – Splitting of gold alloy ingot down the centre during rolling (‘alligatoring’)
Figure 8 – Grain structure of ingots cast into metal moulds at a relatively low pouring temperature
When a ceramic (plaster) muold is used, as in investment (lost wax) casting, the cooling rate is markedly slower and equiaxed grains are formed throughout the casting. This is a preferred microstructure. Temperature of melt and mould can play a role in determining the as-cast grain size. The higher the temperature, the coarser the grain size.
Refining cast microstructures by working to improve grain size
As we have seen, cast microstructures may not be optimum for manufacturing or service. Chemical segregation (‘coring’) and coarse structures can lead to poor mechanical and corrosion properties. So working of ingot material serves two purposes: (a) to change the physical shape to that desired (sheet, wire, etc) and (b) to refine the structure. This may involve breaking down coarse grain structures, reducing segregation and refining coarse second phases to smaller, more uniformly distributed ones.
Much of this is best achieved by hot working the material, by hot forging or rolling, extrusion and/or drawing or combinations of methods. This will refine the structure but leave it more or less in a soft annealed condition. In hot working, as the metal deforms, it is at a high enough temperature for it to recrystallize (anneal) during the deformation.
If we wish to impart additional hardness and improved strength as well as a more accurate shape and superior surface, then we cold work the material, usually at ambient temperature. Here the temperature is insufficient to promote annealing.
If we overwork a material, it can crack or fracture, so we need to anneal the hard worked material from time to time to restore the soft, ductile condition and enable further working. Annealing involves a process of recrystallization, where the hard deformed grains reform themselves into new undeformed grains by a nucleation and growth process analogous to solidification.
Cold working and annealing: influence on microstructure & grain size
Cold working of metals results in an overall shape change. This is reflected by a change in the microstructure, where the grains must deform to accommodate the change in shape. This is shown schematically in Figure 9 for reduction by rolling. To achieve this, planes of atoms in each grain (crystal) must slide over each other, Figure 10, via crystal defects called dislocations. Such sliding occurs over several crystal planes in a complex way.
Figure 9 – The effect of cold working on the microstructure of single phase alloys
Figure 10 – Simplified sketch of slip in a crystal lattice
We also see this deformation in the overall macrostructure: Figure 11 shows one-half of the cross-section of a washer in the process of being upset into a wedding band; the heterogeneity of deformation is evident in its fibrous appearance. Most cold-working processes result in uneven deformation through the cross-section. In rolling or extrusion, for example, most deformation occurs at the surface, especially if only small reductions per pass are imposed. Uneven deformation can give rise to initiation of cracking from the surface, as Battaini has explained8. Such non-uniform deformation can also have repercussions on the grain structure on subsequent annealing when the process of recrystallization takes place. Recrystallization results in new undeformed grains replacing the old deformed grains. The fibrous cold-worked structure is replaced by recrystallized new grains, as can be seen in Figure 12.
Figure 11 – Macrostructure of cross-section of a nickel white gold washer after partial upsetting towards making a wedding band (from reference 8)
Figure 12 – Recrystallized grains breaking up the fibrous cold-worked structure of washer in Figure 11 (from reference 8)
The resulting grain size after annealing depends on the amount of cold work, the annealing temperature and time. The more cold work, the finer is the recrystallised grain size. Annealing of material only cold-worked a small amount can result in large grains, which is undesirable (there is a critical minimum amount of cold-work necessary to initiate recrystallization, typically about 12-15% reduction). That is why annealing is often recommended only after substantial cold work, e.g. 60% reduction in thickness. The annealing temperature and time also play a part. Figure 13 shows a matrix of temperature and time of annealing for a 2N pale yellow 18 carat gold (cold-worked 70% reduction by rolling) and their effect on resulting annealed grain size (9). The variation in annealed grain size due to uneven amounts of deformation can be seen in Figure 14 which shows part of a cross-section of a ‘C’ shaped wire in an annealed 18 carat nickel white gold. The inside of the flange has a finer grain size and the outer regions have a coarser size, reflecting the uneven amount of deformation during rolling8. This may not be important in some instances, but it can be in others. Orange peel surfaces and cracking may result on further working, for example, where large grains are at the surface regions, as discussed earlier.
Figure 13 – Effect of temperature (horizontal axis) and time (vertical axis) on recrystallized grain size of a 2N 18 carat yellow gold (from reference 9)
Figure 15 shows schematically the effect of annealing temperature on hardness/strength , ductility and recrystallised grain size. An important point to note is that if the annealing temperature is too high, then grain growth can occur and very large grains can result. This is undesirable and can lead to the ‘orange peel’ rumpled surface and cracking on further working, as noted earlier. This can be a problem for craftsmen during gas torch annealing as there is less control of temperature during annealing and a tendency to overheat the piece. 14 carat coloured golds are especially prone to excessive grain growth during annealing, as Grimwade has noted10.
Figure 14 – Grain size variation in annealed cross-section of ‘C’ shaped cold rolled wire in 18 karat nickel white gold (from reference 8)
Figure 15 – Schematic: Annealing behaviour of cold-worked alloys as a function of annealing temperature. Note region of grain growth at high annealing temperatures
Two-phase alloys: Where an alloy consists of two (or more) phases, there is an effect on grain size after working and annealing. Working the alloy leads to a higher level of dislocations (crystal defects) in the matrix phase due to the presence of a hard second phase and this leads, in turn to a finer grain size after recrystallisation during annealing. Sterling silver is an example of a two-phase alloy.
Where the second phase is very fine, i.e. very small in diameter, and evenly distributed within the matrix phase, such as in age hardened alloys or micro-alloys, the second phase may inhibit recrystallisation as the fine particles of second phase can pin grain boundaries and so higher annealing temperatures may be necessary. In such alloys, a larger or more uneven grain size may result.
Alloying additions to refine grain size: grain refiners
Very small additions of grain refiners, typically at levels of about 0.1% or less, are often added to carat golds as fine powders to promote a fine grain size in the alloy. They include iridium, ruthenium and cobalt. Iridium and ruthenium are effective in casting, where they promote nucleation of crystals during solidification, and cobalt is effective during annealing of cold worked materials, where it promotes nucleation of grains during recrystallization. Iridium and ruthenium are insoluble in molten carat golds, so act as nucleation sites. Figure 16 shows the fine grain structure of an annealed 18 carat gold with iridium additions, compared to that without iridium. If too much is added or it is not well dispersed, one can get nests of hard particles at the surface that give rise to ‘comet tailing’ defects on polishing11. Note that grain refiners are not effective in silicon-containing carat gold alloys.
Figure 16 – Grain refining effect by iridium additions to an 18 ct gold. Left: with Ir, Right: without Ir (from reference 12)
The amount of cobalt that can be added is also sensitive to copper content of the alloy, as Ott has shown12. Its effect in grain refining a 14K gold is shown in Figure 17.
Other metals have also been shown to act as a grain refiner in gold alloys, such as boron, beryllium, yttrium and the rare earth metals, rhenium, rhodium, nickel, barium and zirconium13-16. In a more recent patent, a combination of iridium, rhodium and ruthenium added as a copper-master alloy is claimed to be effective17.
Figure 17 – Grain refining by cobalt in a 14ct gold. Left: with Co, Right: without Co (from reference 12)
Conclusion
In this presentation, it is concluded that, for jewellery manufacture, it is desirable to have a fine (small) grain size. It optimises strength and ductility and other properties such as corrosion resistance. Coarse grain sizes lead to ‘orange peel’ surfaces on subsequent deformation and enhance the tendency to crack as well as reducing strength, hardness and ductility. The yield strength is inversely proportional to the square of the grain size.
The influence of casting conditions on as-cast grain size and shape has been discussed in terms of nucleation of crystallites in the melt and solidification patterns. Melt temperature and mould material play an important role.
The influence of cold working on the as-cast macrostructure and the recrystallisation process during annealing has also been examined in terms of the resulting recrystallised grain size. Annealing temperature is an important factor to obtain a fine grain size. Too high a temperature can result in excessive grain growth, which is undesirable.
The use of grain refiners, such as iridium and cobalt in carat golds, to obtain a finer grain size has also been demonstrated. The mechanism is enhanced nucleation of crystallites during solidification or recrystallisation.
Acknowledgements
I would like to thank the organisers of the Jewellery Technology forum for inviting me to present once again and for their kind hospitality. I also thank many friends in the industry for allowing use of their figures and data. Many are courtesy of Mark Grimwade.
References
Christopher W. Corti, “Basic Metallurgy of the Precious Metals – Part 1”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2017, ed Eddie Bell et al (Albuquerque: Met-Chem Research, 2017: 25-61. Also 2007: 77-108
R.W.E. Rushforth, unpublished work, Johnson Matthey plc, 1978
Stewart Grice, “Know your defects: The Benefits of understanding Jewelry Manufacturing Problems”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2007, ed Eddie Bell (Albuquerque: Met-Chem Research, 2007: 173-212
Greg Normandeau, “Applications of the Scanning Electron Microscope for Jewelry Manufacturing”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2004, ed Eddie Bell (Albuquerque: Met-Chem Research, 2004: 345-388
Mark Grimwade, “The Nature of Metals and Alloys” in The Santa Fe Symposium on Jewelry Manufacturing Technology 2001, ed Eddie Bell (Albuquerque: Met-Chem Research, 2001), 151-179.
Mark Grimwade, “A Plaim Man’s Guide to Alloy Phase Diagrams: Their Use in Jewellery Manufacture – Part 1”, Gold Technology no 29, Summer 2000, 2-15. The author (Corti) can supply a pdf file of this on request
John McCloskey, “Microsegregation in Pt-Co and Pt-Ru Jewelry alloys”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2006, ed Eddie Bell (Albuquerque: Met-Chem Research, 2006: 363-376
Paulo Battaini, “Metallography in Jewlry Fabrication: How to avoid problems and improve Quality”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2007, ed Eddie Bell (Albuquerque: Met-Chem Research, 2007: 31-66
Christian P.Susz, “Recrystallization in 18 carat gold alloys”, Aurum no 2, 1980, 11-14 The author (Corti) can supply a pdf file of this on request
Mark Grimwade, Introduction to Precious Metals, Brynmorgan press, Maine, USA, 2009; ISBN978-1-929565-30-6
Valerio Faccenda and Michele Condó, “Is ‘Pure’ Gold really Pure?”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 2004, ed Eddie Bell (Albuquerque: Met-Chem Research, 2004), 135-150
Dieter Ott, “Influence of Small Additions and Impurities on Gold and Jewelry Gold alloys”, in The Santa Fe Symposium on Jewelry Manufacturing Technology 1997, ed Dave Schneller (Albuquerque: Met-Chem Research, 1997), 173-196; Also: ibid, Gold Technology, No 22, 1997, p31-38 and “Optimising Gold Alloys for the Manufacturing Process”, Gold Technology, No 34, 2002, 37-44
W S Rapson & T Groenewald, Gold Usage, Academic Press, London, 1978. ISBN 0-12-581250-7
W Truthe, US Patent 2,143,217, January 1939 (assigned to Degussa)
P Johns, UK Patent 2434376A, July 2007
C Raub & D Ott, German patent DE2803949A1, August 1979
M Poliero & A Basso, US Patent 2015/03544029A1, December 2015